



逐点比较法的基本原理是,在刀具按要求轨迹运动加工零件轮廓的过程中,不断比较刀具与被加工零件轮廓之间的相对位置,并根据比较结果决定下一步的进给方向,使刀具向减小偏差的方向进给(始终只有一个方向)。
一般地,逐点比较法插补过程有四个处理节拍,如图4-1:
(1)偏差判别。判别刀具当前位置相对于给定轮廓的偏差状况;
(2)坐标进给。根据偏差状况,控制相应坐标轴进给一步,使加工点向被加工轮廓靠拢;
(3)重新计算偏差。刀具进给一步后,坐标点位置发生了变化,应按偏差计算公式计算新位置的偏差值;
(4)终点判别。若已经插补到终点,则返回监控,否则重复以上过程。
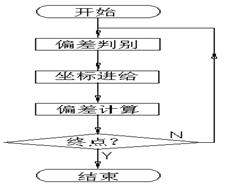
图4-1 处理节拍
圆弧插补
图4-4为第一象限逆圆,现分析其插补规律。
刀尖点位置不外乎3种情况:轮廓线外面(点A),轮廓线上(B点),轮廓线里面(点C)。显然,在点A处,为使刀尖点向轮廓圆弧靠拢,应-X向走一步;C点处,应+Y向走一步;至于B点,看来两个方向均可以,但考虑汇编编程时的方便,现规定往-X向走一步。
 A(X,Y)点处有:X2+Y2>R2 X2+Y2-R2>0
A(X,Y)点处有:X2+Y2>R2 X2+Y2-R2>0
B(X,Y)点处有:X2+Y2=R2 X2+Y2-R2=0
C(X,Y)点处有:X2+Y2<R2 X2+Y2-R2<0
原始的偏差计算公式为:F=X2+Y2-R2(X,Y为当前插补点动态坐标)。
轮廓控制原理实验")
轮廓控制原理实验")
图4-4 第一象限逆圆插补规律 图4-5 逐点比较法第一象限逆圆插补软件框图
显然,F<0时,须+Y向走一步;F≥0时,须-X向走一步。为方便汇编编程和提高计算速度,对偏差F的计算公式加以简化:
插补点位于A、B点时,走完下一步(-X):动态坐标变为(X=X-1,Y=Y),新偏差变为F=(X-1)2+Y2-R2=F-2X+1。
它比公式F=X2+Y2-R2计算要方便很多。
插补点位于C点时,走完下一步(+Y):动态坐标变为(X=X,Y=Y+1),新偏差变为F=X2+(Y+1)2-R2=F+2Y+1。
因此,
走完-X后:偏差计算公式为F=F-2X+1,动态坐标修正为X=X-1;
走完+Y后:偏差计算公式为F=F+2Y+1,动态坐标修正为Y=Y+1。
图4-5为逐点比较法第一象限逆圆插补软件框图。
