



后置刀架加工程序:

1)用圆弧R编程方式:
其精加工程序内容:
O001 程序名
N1 G50 X80 Z100 建立工件坐标系,起刀点
N2 M03 S700 主轴正转,每分钟700转
N3 T0101 选择1号刀具,带1号刀补
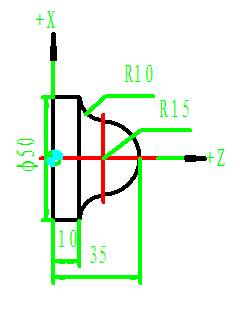
N4 G00 X0 Z38 快速定位到(0,38)位置
N5 G01 Z35 F60 直线插补接近工件
N6 G03 X30 Z20 R15 加工R15圆弧
N7 G02 X50 Z10 R10 加工R10圆弧
N8 G01 Z0 加工50外圆
N9 G01 X52 退刀
N10 G00 X80 Z100 快速返回起始点
N11 M05 主轴停转
N12 M30 光标返回程序首
2)用圆弧I、K编程方式增量编程G91:
其精加工程序内容::
O007 程序名
N1 G50 X80 Z100 建立工件坐标系,起刀点
N2 M03 S800 主轴正转,每分钟800转
N3 T0101 选择1号刀具,带1号刀补
N4 G00 X0 Z38 快速定位到(0,38)位置
N5 G01 W-3 F60 直线插补接近工件
N6 G03 U30 W-15 I0 K-15 加工R15圆弧
N7 G02 U20 W-10 I10 K0 加工R10圆弧
N8 G01 W-10 加工50外圆
N9 G01 U2 退刀
N10 G00 X80 Z100 快速返回起始点
N11 M05 主轴停转
N12 M30 光标返回程序首
