



如图2-29所示,顺圆弧AB为待加工曲线,下面推导其插补公式。在顺圆弧上的B点是继A点之后的插补瞬时点,两点的坐标分别为A(xi,yi),B(xi+1,yi+1)。所谓插补,在这里是指由点A(xi,yi)求出下一点B(xi+1,yi+1) ,实质上是求在一次插补周期的时间内,x轴和y轴的进给量Δx和Δy。图中的弦AB正是圆弧插补时每个周期的进给步长ƒ,AP是A点的圆弧切线,M是弦的中点。显然,ME⊥AF,E是AF的中点,而OM⊥AB。由此,圆心角具有下列关系:
![]() (2-19)
(2-19)
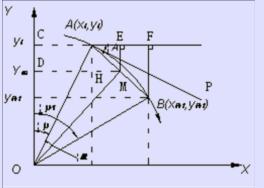
图2-29时间分割法圆弧插补
式中δ为进给步长ƒ所对应的角增量,称为角步距。由于 ΔAOC~ΔPAF
所以

显然
![]()
因此
![]()
在△MOD中
将
![]() =
= ![]() ;
; ![]() =
= ![]() ;
;
![]()
代入上式,则有
 (2-20)
(2-20)
因为
![]()
而
![]() ;
; ![]()
又可以推出xi和yi,Δx和Δy的关系式:
 (2-21)
(2-21)
上式充分反映了圆弧上任意相邻两点的坐标间的关系。只要找到计算Δx和Δy 的恰当方法,就可以按下式求出新的插补点坐标:
 (2-22)
(2-22)
所以,关键是求解出Δx和Δy。事实上,只要求出tgα 值,根据函数关系便可求得Δx,Δy值,进而求得xi+1,yi+1值。
由于式(2-20)中的sinα和cosα均为未知数,要直接算出tgα 很困难。7M系统采用的是一种近似算法,即以cos45°和sin45°来代替cosα 和sinα ,先求出
 (2-23)
(2-23)
再由关系式
 (2-24)
(2-24)
进而求得
![]() (2-25)
(2-25)
由式(2-23)、(2-24)、(2-25)求出本周期的位移增量Δx后,将其与已知的坐标值xi,yi代入式(2-21),即可求得Δy值。在这种算法中,以弦进给代替弧进给是造成径向误差的主要原因。
