(5)刃磨方法不当,造成磨削应力及磨削裂纹;对PCBN铣刀刃磨后刀齿的振摆过大,使个别刀齿负荷过重,也会造成打刀。 (6)机械夹固式刀具的刀槽底面不平整或...
编程爱好者
2024-01-032147

数控铣削加工工艺性分析是编程前的重要工艺准备工作之一,根据加工实践,数控铣削加工工艺分析所要解决的主要问题大致可归纳为以下几个方面。一、选择并确定...
aishukong
3年前1522

据数控铣削加工的特点,对零件图样进行工艺性分析时,应主要分析与考虑以下一些问题。(1)零件图样尺寸的正确标注由于加工程序是以准确的坐标点来编制的,因...
阿凡达
3年前715

合理地选择进给路线不但可以提高切削效率,还可以提高零件的表面精度,在确定进给路线时,首先应遵循数控工艺所要求的原则。对于数控铣床,还应重点考虑几个...
阿凡达
3年前433

在数控机床上加工零件时,切削用量都预先编入程序中,在正常加工情况下,人工不予改变。只有在试加工或出现异常情况时.才通过速率调节旋钮或电手轮调整切削...
阿凡达
3年前428

针对数控铣削加工的特点,下面列举出一些经常遇到的工艺性问题作为对零件图进行工艺性分析的要点来加以分析与考虑。1)图纸尺寸的标注方法是否方便编程?构成...
阿凡达
3年前402

数控铣床上所采用的刀具要根据被加工零件的材料、几何形状、表面质量要求、热处理状态、切削性能及加工余量等,选择刚性好、耐用度高的刀具。应用于数控铣削...
阿凡达
3年前414

铣刀一般由刀片、定位元件、夹紧元件和刀体组成。由于刀片在刀体上有多种定位与夹紧方式,刀片定位元件的结构又有不同类型,因此铣刀的结构形式有多种,分类...
阿凡达
3年前433

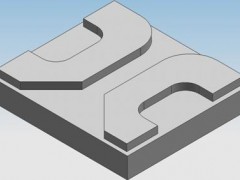
1、根据HNC—21M数控系统的程序格式,编制如图一所示零件的外形精加工程序,深度为6mm。2、根据上述加工零件制定加工工艺。(1)工艺分析。①技术要求。用刀...
阿凡达
3年前387

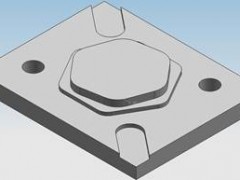
内轮廓型腔零件图分析:(1)零件图 已知某内轮廓型腔如图所示,要求对该型腔进行粗、精加工。(2)刀具选择 粗加工采用Φ20mm的立铣刀,精加工采用Φ10mm的...
阿凡达
3年前524

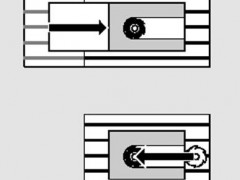
见下图所示,用Φ8的刀具,沿双点画线加工距离工件上表面3mm深凹槽%5002N1 G92 X0 Y0 Z50N2 M03 S500N3 G00 X19 Y24N4 Z5N5 G01 Z-3 F40N6 Y56N7 G02 X29 Y66...
阿凡达
3年前321

图3—38所示为半径等于50的球面,其球心位于坐标原点O。刀心轨迹A—B、B—C、C—A的圆弧插补程序分别为:A—B:G17G03X0.Y50.I-50.J0./绝对坐标编程B—C:G1...
阿凡达
3年前298

加工图3—39所示零件凸台的外轮廓,采用刀具半径补偿指令进行编程。图3—39 刀具半径补偿的应用采用刀具半径左补偿,数控程序如下;N0010 G54S1500 M03/设工...
阿凡达
3年前397

孔加工对于图]3—56所示的中心对称分布的孔加工,采用极坐标编程,其数控程序(SinumerikCNC系统)如下:图3—56极坐标编程孔加工(Sinumerik CNC系统)N10 G90G0...
阿凡达
3年前340

分析1、零件图 已知某外形轮廓的零件图,要求精铣其外形轮廓。工件厚度20mm。2、刀具选择Φ10mm的立铣刀。3、安全面高度 50mm。4、进刀/退刀方式 离开工件20m...
阿凡达
3年前349

不同系列的可转位面铣刀有不同的最大背吃刀量。最大背吃刀量越大的刀具所用刀片的尺寸越大,价格也越高,因此从节约费用、降低成本的角度考虑,选择刀具时一...
阿凡达
3年前502

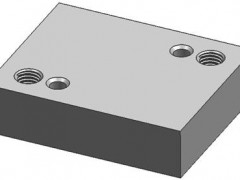
毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图1所示的槽,工件材料为45钢。1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工...
阿凡达
3年前369

1、铣刀刚性要好 一是为提高生产效率而采用大切削用量的需要;二是为适应数控铣床加工过程中难以调整切削用量的特点。例如,当工件各处的加工余量相差悬殊时...
阿凡达
3年前371
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032147
2023-05-221522
2023-05-22715
2023-05-22433
2023-05-22428
2023-05-22402
2023-05-22414
2023-05-22433
2023-05-22387
2023-05-22524