在确定了某个工序的加工内容后,要进行详细的工步设计,即安排这些工序内容的加工顺序,同时考虑程序编制时刀具运动轨迹的设计。一般将一个工步编制为一个加...
阿凡达
3年前389

1.加工工序的划分数控铣床的加工对象根据机床的不同也是不一样的。立式数控铣床一般适用于加工平面凸轮、样板、形状复杂的平面或立体零件、以及模具的内、外...
阿凡达
3年前380

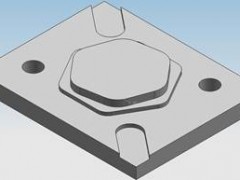
毛坯为150㎜×70㎜×20㎜块料,要求铣出如图1所示的椭球面,工件材料为蜡块。1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以底面为...
阿凡达
3年前257

模态调用格式为G66 P- L- 自变量表;式中字母含义同前。模态调用可多次调用,每次调用L次,不仅在G66所在程序段中调用,也在后续程序中调用,直到出现G67指...
阿凡达
3年前454

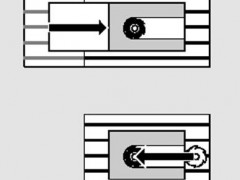
镜像功能G24,G25格式: G24 X__Y__Z__;M98 P_G25 X__Y__Z__;式中:G24建立镜像;G25取消镜像;X、Y、Z镜像位置;当工件相对于某一轴具有对称形状时,可以...
阿凡达
3年前262
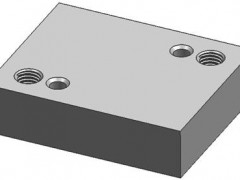
例加工如图1所示的槽,毛坯为70mm×70mm×16mm板材,工件材料为45号钢,六面已经过粗加工,要求编制精加工数控铣削程序。图1铣削加工零件实例工件以已加工过...
aishukong
3年前446

平面凸轮零件图如图1所示,工件的上、下底面及内孔、端面已加工。完成凸轮轮廓的程序编制。解:①工艺分析。从1的要求可以看出,凸轮曲线分别由几段圆弧组成...
阿凡达
3年前340

用直径为20mm的立铣刀,加工如下图所示零件。要求每次最大切削深度不超过20mm。(1)工艺分析零件厚度为40mm,根据加工要求,每次切削深度为20mm,分2次切削加...
阿凡达
3年前243

格式: G69;式中:G68:建立旋转;G69;取消旋转;X、Y、Z:旋转中心的坐标值;P:旋转角度,单位:度,取值范围0≤P≤360º;“+”表示逆时针方向加工,“-...
阿凡达
3年前378
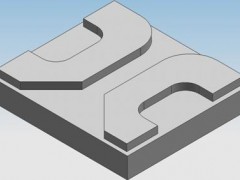
图1加工任务图参考程序:○0001;(主程序)G90 G40 G21 G17 G94;G50.1 X0 Y0G91 G28 Z0;G90 G54 M3 S680;M08M98 P0002G51.1 X0M98 P0002G50.1 X0M09M30○...
aishukong
2023-05-22916

编程坐标系采用右手坐标系统。在加工期间,由于机床对工件做反向运动,坐标系统通常被改变。坐标系统1. 机床坐标系统这个坐标系统用一个固定的机床的点作为其...
阿凡达
3年前253

工件坐标系选择G54-G59 FANUC 0-MD的G代码命令及举例
1. 格式G54 X_ Y_ Z_;2. 功能通过使用 G54 – G59 命令,来将机床坐标系的一个任意点 (工件原点偏移值) 赋予 1221 – 1226 的参数,并设置工件坐标系(1-6)...
阿凡达
3年前1008

1. 格式G41 D_ X_ Y_;G42 D_ X_ Y_;当处理工件 (“A”) 时,就像下图所示,刀具路径 (“B”) 是基本路径,与工件 (“A”)的距离至少为该刀具直径的一半。此处...
阿凡达
3年前145

代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。定义移动的代码通常是“模...
阿凡达
3年前165

1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置 (在绝对坐标方式下), 或者移动到某个距离处 (在增量坐标方式下)。2. 非直线切削形式的定...
阿凡达
3年前168
1.格式G01 X_ Y_ Z_F_这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。对于省略的坐标轴,不执行移动操作;而只有指定轴执...
阿凡达
3年前168

圆弧切削G02/G03, G17/G18/G19 FANUC 0-MD的G代码命令及举例
G02/G03G17/G18/G19 圆弧切削(G02/G03, G17/G18/G19)1.格式圆弧在XY面上G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G1...
阿凡达
3年前485

圆弧切削 G02/G03, G17/G18/G19 FANUC 0-MD的G代码命令及举例
G28/G30 自动原点返回(G28, G30)1.格式第一原点返回:G28 G90 ( G91 ) X_Y_Z_;第二、三和四原点返回:G30 G90 ( G91 ) P2 ( P3, P4 ) X_Y_Z_;#P2, P3, P4:选...
阿凡达
3年前352

辅助功能包括各种支持机床操作的功能,像主轴的启停、程序停止和切削液节门开关等等。M代码说明M00程序停M01选择停止M02程序结束(复位)M03主轴正转(CW)M04主...
阿凡达
3年前238

FANUC 0-MD的其他符号及意义符号说明T_刀号F_进给速度,G94方式下mm/min,G95方式下mm/rS_主轴转速/选择停
阿凡达
3年前135
 数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032147
2023-05-221522
2023-05-22715
2023-05-22433
2023-05-22428
2023-05-22402
2023-05-22414
2023-05-22433
2023-05-22387
2023-05-22524