1.暂停指令G04书写格式:G04 P____,或G04 X(U)____程序在执行到某一段后,需要暂停一段时间,进行某些人为的调整,这时用G04指令使程序暂停,暂停时间一到,...
阿凡达
3年前175

螺旋线的形成是刀具作圆弧插补运动的同时与之同步地作轴向运动,其指令格式为: 式中:G02、G03为螺旋线的旋向,其定义同圆弧;X、Y、Z为螺旋线的终点坐标;I...
阿凡达
3年前154

1. 平面选择指令G17、G18、G19平面选择G17、G18、G19指令分别用来指定程序段中刀具的插补平面和刀具半径补偿平面。G17:选择XY平面;G18:选择ZX平面;G19:...
阿凡达
3年前867

指令格式:G90 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G90 G98 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G91 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F...
阿凡达
3年前173

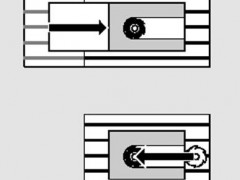
(1)高速深孔往复排屑钻G73指令指令格式:G73 X_ Y_ Z_ R_ Q_ F_孔加工动作如图4.24左图所示。G73指令用于深孔钻削,Z轴方向的间断进给有利于深孔加工过程中断...
互联网搬用工
3年前173

在一个加工程序中,如果其中有些加工内容完全相同或相似,为了简化程序,可以把这些重复的程序段单独列出,并按一定的格式编写成子程序。主程序在执行过程中...
阿凡达
3年前133

1.调用子程序M98指令指令格式:M98 P__××××指令功能:调用子程序指令说明:P__为要调用的子程序号。××××为重复调用子程序的次数,若只调用一次子程序...
阿凡达
3年前164

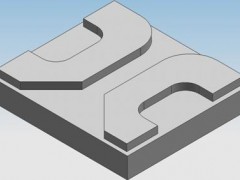
(1)分析:工厂中铣圆弧面是非常常见的,一般用于装配,对于圆弧加工精度一般要求不是太高,设Ф70洗面刀为一号刀编程如下:(2)编程:N10 G0 G17 G40 G71 ...
阿凡达
3年前162
(1)图形缩放指令G51、G50指令格式:G51 X____ Y____ Z____ P____以给定点(X,Y,Z)为缩放中心,将图形放大到原始图形的P倍;如省略(X,Y,Z),则以程序原点为...
阿凡达
2023-05-21268
指令格式:G68 X____ Y____ R____以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。例如:G68 R60表示以程序原点为旋转中...
阿凡达
2023-05-21345

G41刀具半径左补偿、G42刀具半径右补偿、G40取消刀具半径补偿。铣削工件轮廓时,为了使编程员不必根据刀具半径人工计算刀具中心的运动轨迹,而是方便地直接按...
阿凡达
3年前598

刀具长度补偿指令用于补偿编程的刀具和实际使用的刀具之间的长度差。G43为使用长度补偿、G44为取消长度补偿。刀具长度补偿是在插补平面垂直的轴上进行的。例...
阿凡达
3年前495

确定加工方案时,首先应根据主要表面的尺寸精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法,即精加工的方法,再确定从毛坯到最终成形的加...
aishukong
3年前358

立式加工中心XH715D,工作台尺寸:520mm×1200mm。外轮廓采用平底铣刀加工,刀具直径 mm,加工深度8mm ,铝棒料毛坯 mm。内槽: 平底铣刀 mm,内腔深度5mm。(...
aishukong
3年前555

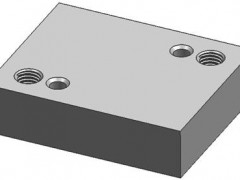
工艺过程卡名称模具零件加工工艺产品名称相机壳模具零件名称动模仁材料45钢尺 寸300×200×50件 数1件工序号工序 名称工 序 内 容 、要 求加 工 设 备工艺设...
互联网搬用工
3年前206

在数控加工中,刀具刀位点相对于工件运动的轨迹称为加工路线,它是编程的依据,直接影响加工质量和效率。在确定加工路线时要考虑下面几点:1)证零件的加工精...
阿凡达
3年前141

1、尽量选择通用夹具、组合夹具,能使零件一次装夹中完成全部加工面的加工,并尽可能使零件的定位基准与设计基准重合,以减少定位误差。一般在模具加工中采用...
阿凡达
3年前192

在数控加工中,既要保证加工质量,又要减少辅助时间,提高加工效率。因此要注意选用能准确和迅速定位并夹紧工件的装夹方法和夹具。零件的定位基准应尽量与设...
阿凡达
3年前286

在确定了某个工序的加工内容后,要进行详细的工步设计,即安排这些工序内容的加工顺序,同时考虑程序编制时刀具运动轨迹的设计。一般将一个工步编制为一个加...
阿凡达
3年前313

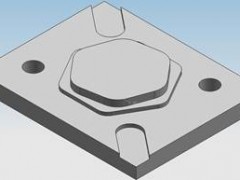
图34为盒型模具的凹模零件图,该盒型模具为单件生产,零件材料为T8A,分析其数控加工工艺。1)零件图工艺性分析该盒型模具为单件生产,零件材料为T8A,外形为...
aishukong
3年前479
 数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032147
2023-05-221522
2023-05-22715
2023-05-22433
2023-05-22428
2023-05-22402
2023-05-22414
2023-05-22433
2023-05-22387
2023-05-22524