内轮廓型腔零件图
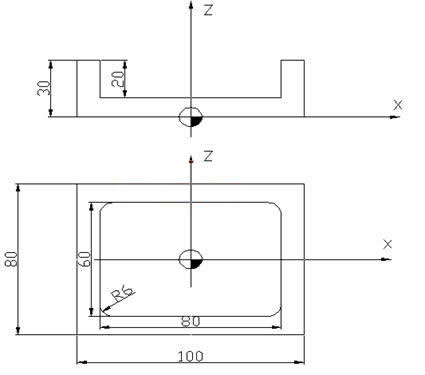
分析:
(1)零件图 已知某内轮廓型腔如图所示,要求对该型腔进行粗、精加工。
(2)刀具选择 粗加工采用Φ20mm的立铣刀,精加工采用Φ10mm的键槽铣刀。
(3)安全面高度 10mm。
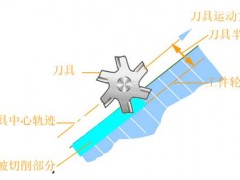
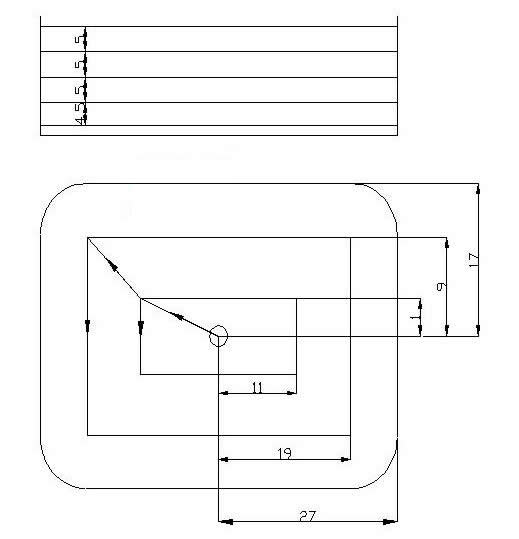
(4)进刀/退刀方式 粗加工从中心工艺孔垂直进刀,向周边扩展。为此,首先要求在腔槽中心钻好一Φ20mm的工艺孔。
(5)工艺路线 粗加工分四层切削加工,底面和侧面各留0.5mm的精加工余量。
型腔加工进刀方式与工艺路线

% 008; /* 第008号程序,铣削型腔
N10 T01 M06; /* 选1号刀具:φ20mm立铣刀
N20 G54 G90 G00 X0. Y0.; /* 建立工件坐标系
N25 Z40. ; /* 刀具运动到安全面高度
N30 S275. M03 M08;
/* 从工艺孔垂直进刀5mm,至高度25mm处,第一层粗加工.
/* 进刀至第一圈扩槽的起点(-17.5,7.5),并开始扩槽
N40 G01 Z25.0 F20; N50 X-17.5 Y7.5 F60. ; N60 Y-7.5;
N70 X17.5;
N80 Y7.5;
N90 X-17.5; /* 第一圈扩槽结束
/* 进刀至第二圈的起点(-29.5,19.5)
/* 并开始扩槽
N100 X-29.5 Y19.5 ; N110 Y-19.5;
N120 X29.5;
N130 Y19.5;
N140 X-29.5; /* 第二圈扩槽加工结束
N150 X0. Y0. ; /* 回中心,第一层粗加工结束
/* 从工艺孔垂直进刀5mm,至高度20mm处,第二层粗加工
/* 重复N50开始至N150的语句,开始第二层粗加工
N160 Z20. F20.;
N170 X-17.5 Y7.5 F60.;
N180 Y-7.5;
N190 X17.5;
N200 Y7.5;
N210 X-17.5;
N220 X29.5 Y19.5;
N230 Y-19.5;
N240 X29.5;
N250 Y19.5;
N260 X-29.5;
N270 X0.Y0. ; /* 回中心,第二层粗加工结束
/* 从工艺孔垂直进刀5mm,至高度15mm处,第三层粗加工
/* 重复N50开始至N150的语句,开始第三层粗加工
N280 Z15.F20. ;
N290 X-17.5 Y7.5 F60. ; N300 Y-7.5 ;
N310 X17.5 ;
N320 Y7.5;
N330 X-17.5;
N340 X-29.5 Y19.5;
N350 Y-19.5;
N360 X29.5;
N370 Y19.5;
N380 X-29.5;
N390 X0. Y0. ; /* 回中心,第三层粗加工结束
/* 从工艺孔垂直进刀4.5mm,至高度10.5mm处,第四层粗加工
/* 重复N50开始至N150的语句,开始第四层粗加工
N400 Z10.5 F20.;
N410 X-17.5 Y7.5 F60.; N420 Y-7.5;
N430 X17.5;
N440 Y7.5;
N450 X-17.5;
N460 X-29.5 Y19.5;
N470 Y-19.5;
N480 X29.5;
N490 Y19.5;
N500 X-29.5; /* 第四层粗加工结束
N510 G00 Z40.; /* 抬刀至安全面高度
N520 T02 M06 ; /* 换2号刀具,φ10mm键槽铣刀进行精加工
N530 G00 X0. Y0. Z40.;
N540 S500 M3 M08;
N550 G01 Z10. F20.; /* 从中心垂直下刀至图样要求高度
N560 X-11. Y1. F100.;/* 开始铣削型腔底面,第一圈加工开始
N570 Y-1.;
N580 X11.;
N590 Y1.;
N600 X-11.;

N610 X-19. Y9.; /* 型腔底面,第二圈加工开始
N620 Y-9.;
N630 X19.;
N640 Y9.;
N650 X-19.;
/* 型腔底面,第三圈加工开始
N660 X-27. Y17.;
N670 Y-17.;
N680 X27.;
N690 Y17.;
N700 X-27.;
/* 型腔底面,第四圈加工开始,同时也精铣型腔的周边
N710 X-34. Y25. ;
N720 G03 X-35. Y24. I0. J-1.; /* 不设刀具半径补偿
N730 G01 Y-24.;
N740 G03 X-34. Y-25. I1. J0.;
N750 G01 X34.;
N760 G03 X35. Y-24. I0. J1.;
N770 G01 Y24.;
N780 G03 X34. Y25. I-1. J0.;
N790 G01 X-34. ; /* 精加工结束
N800G00 Z40. ; /* 抬刀至安全高度
N810 M30; /* 程序结束并返回