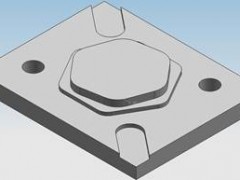
| 工艺过程卡名称 | 模具零件加工工艺 | 产品名称 | 相机壳模具 | 零件名称 | 动模仁 | |||||||||
| 材料 | 45钢 | 尺 寸 | 300×200×50 | 件 数 | 1件 | |||||||||
| 工序号 | 工序 名称 | 工 序 内 容 、要 求 | 加 工 设 备 | 工艺设备 | 备 注 | |||||||||
| 夹具 | 刀具 | 量具 | ||||||||||||
| 1 | 打磨 | 磨出三个基准面 | 打磨机床 | 平口虎钳 | 砂轮 | 游标卡尺 | 打磨 | |||||||
| 2 | 铣平面 | 粗铣300×200×50的外形(留0.5mm的余量) | 普通铣床 | 平口虎钳 | Ø16铣刀 | 游标卡尺 | ||||||||
| 3 | 打磨 | 磨出300×200×50的外形尺寸 | 打磨机床 | 平口虎钳 | 砂轮 | 游标卡尺 | ||||||||
| 4 | 倒圆角 | 倒4个R10的圆角 | 普通铣床 | 平口虎钳 | Ø10铣刀 | 游标卡尺 | ||||||||
| 5 | 精修圆角 | 精修4个R10的圆角 | 平口虎钳 | 小锉刀、砂纸 | 游标卡尺 | |||||||||
| 6 | 钻孔 | 钻4个Ø6.8高为25的孔 | 普通铣床 | 平口虎钳 | Ø6.8钻头 | 游标卡尺 | ||||||||
| 7 | 攻丝 | 攻4个M8的螺丝 | 普通铣床 | 平口虎钳 | M8攻丝刀 | 游标卡尺 | 以工序6的孔中心为攻丝中心 | |||||||
| 8 | 钻孔 | 钻27个Ø5.8的顶针孔 | 普通铣床 | 平口虎钳 | Ø5.8钻头 | 游标卡尺 | ||||||||
| 9 | 铰孔 | 铰27个Ø6的顶针孔 | 平口虎钳 | Ø6铰刀 | 游标卡尺 | 以工序8的孔中心为铰孔中心 | ||||||||
| 10 | 钻孔 | 钻2个Ø8高为175的孔 | 普通铣床 | 平口虎钳 | Ø8钻头 | 游标卡尺 | ||||||||
| 11 | 钻孔 | 钻1个Ø8高为242的孔 | 普通铣床 | 平口虎钳 | Ø8钻头 | 游标卡尺 | ||||||||
| 12 | 钻孔 | 钻2个Ø8高为15的孔 | 普通铣床 | 平口虎钳 | Ø8钻头 | 游标卡尺 | ||||||||
| 13 | 铣凸模 | 粗铣型腔凸模和分流道 (留0.1mm精修余量) | 数控铣床 | 平口虎钳 | Ø8、Ø3铣刀 | 游标卡尺 | ||||||||
| 14 | 铣凸模 | 精铣型腔凸模和分流道 | 数控铣床 | 平口虎钳 | Ø2铣刀 | 游标卡尺 | ||||||||
| 15 | 打铜公 | 电火花成型机 | 平口虎钳 | 电极 | 游标卡尺 | |||||||||
| 16 | 抛光 | 抛光型腔凸模和分流道 | 平口虎钳 | 游标卡尺 | ||||||||||
| 编制者/日期 | 审核者/日期 | |||||||||||||