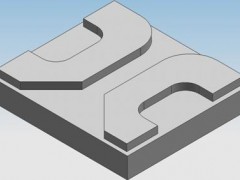
用直径为20mm的立铣刀,加工如下图所示零件。要求每次最大切削深度不超过20mm。
(1)工艺分析
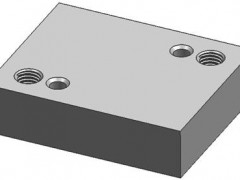
零件厚度为40mm,根据加工要求,每次切削深度为20mm,分2次切削加工,在这两次切深过程中,刀具在XOY平面上的运动轨迹完全一致,故把其切削过程编写成子程序,通过主程序两次调用该子程序完成零件的切削加工,中间两孔为已加工的工艺孔,设图示零件上表面的左下角为工件坐标系的原点。
(2)加工程序
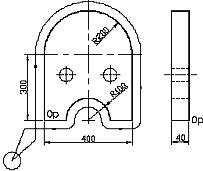
图4.33 轮廓铣削
O1000 程序号
N010 G90 G92 X0 Y0 Z300 使用绝对坐标方式编程,建立工件坐标系
N020 G00 X-50 Y-50 S800 M03 快速进给至X=-50, Y=-50,主轴正转,转速800r/min
N030 G01 Z-20 F150 Z轴工进至Z=-20,进给速度150mm/min
N040 M98 P1010 调用子程序O1010
N050 Z-45 F300 Z轴工进至Z=-45,进给速度300mm/min
N060 M98 P1010 调用子程序O1010
N070 G00 X0 Y0 Z300 快速进给至X=0,Y=0,Z=300
N100 M30 主程序结束
O1010 子程序号
N010 G42 G01 X-30 Y0 F300 H02 M08 切削液开,直线插补至X=-30,Y=0,刀具半径右补偿H02=10mm
N020 X100 直线插补至X=100,Y=0
N030 G02 X300 R100 顺圆插补至X=300,Y=0
N040 G01 X400 直线插补至X=400,Y=0
N050 Y300 直线插补至X=400,Y=300
N060 G03 X0 R200 逆圆插补至X=0,Y=300
N070 G01 Y-30 直线插补至X=0,Y=-30
N080 G40 G01 X-50 Y-50 直线插补至X=-50,Y=-50,取消刀具半径补偿
N090 M09 切削液关
N100 M99 子程序结束并返回主程序