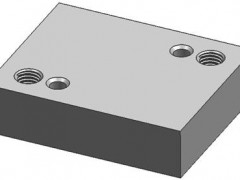
试采用固定循环方式加工图示各孔。 工件材料为HT300,使用刀具T01为镗孔刀,T02为Φ13钻头,T03为锪钻。程序如下%0004T01M06G54G90 G00 X0 Y0T02G43 H01 Z20....
阿凡达
3年前325

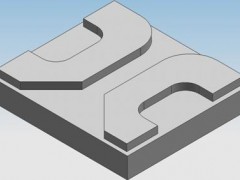
如图1所示零件外形加工,假设已经粗加工,采用手工编程方法编制其外形精加工程序。1.零件图分析2.设计刀具运动路线3.选择编程坐标系选择编程坐标系如图1所...
阿凡达
3年前402
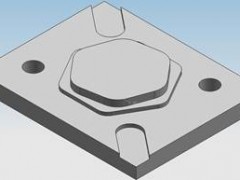
零件图及程序如下:参考程序:图1孔类零件加工任务图○0001;G91 G28 Z0;M06 T1;G90 G17 G49 G21 G94;G54 M3 S1200;G00 X20.0 Y100.0 M08;G43 H01 G00 Z...
阿凡达
2023-05-22501

1、格式:G01 X__ Z__ F__G01 X__ F__G01 Z__ F__2、说明明:X、 Z 为终点的坐标值,F为进给速度;3、使用范围:(1)直线插补,用于加工外圆、端面、台阶...
阿凡达
3年前232

1零件分析1)零件图样如图图1,零件包括外圆柱阶梯面,通孔,H字型等加工。材料为08F低碳钢,毛坯尺寸 。(2)精度分析本零件无特殊精度要求。对于尺寸精度要...
阿凡达
3年前152

刀具长度补偿 G43,G44,G49格式:G43(G44) Z H其中: Z为补偿轴的终点值。根据补偿的实际需要,还可以为X、Y等,但在程序中只能选一个。H为刀具长度偏移量的...
阿凡达
3年前388

试采用重复固定循环方式加工图示各孔。程序如下%0005N01 G92 X0.Y0.Z100.G90 G80N02 G00 X-50.Y51.963 M03 S800N03 Z20.M08 F40N04 G91 G81 G99 X20.Z-18.R-1...
阿凡达
3年前152

高速啄式深孔钻间歇进给循环G73 FANUC 0-MD的G代码命令及举例
1. 格式G73 X__Y__Z__R__Q__P__F__K__X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:每次切削进给的切削深度P_:暂停时间F_:切削进给速度K_:重复次数2. 功能...
阿凡达
3年前288

1. 格式G87 X_Y_Z_R_Q_P_F_L_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:刀具偏移量P_:暂停时间F_:切削进给速度K_:重复次数2. 功能G87 进给 孔底 主轴正...
阿凡达
3年前697

绝对命令/增量命令 G90/G91 FANUC 0-MD的G代码命令及举例
此命令设定指令中的X, Y和Z坐标是绝对值还是相对值,不论它们原来是绝对命令还是增量命令。含有G90命令的程序块和在它以后的程序块都由绝对命令赋值;而带G91...
阿凡达
3年前300

1. 格式G89 X_Y_Z_R_P_F_L_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置P_:孔底的停刀时间F_:切削进给速度K_:重复次数2. 功能G89 进给 孔底 暂停 快速退刀。
阿凡达
3年前212

1. 格式G88 X_Y_Z_R_P_F_L_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置P_:孔底的暂停时间F_:切削进给速度K_:重复次数2. 功能G88 进给 孔底 暂停, 主轴停止 ...
阿凡达
3年前157

1. 格式G74 X__Y__Z__R__Q__P__F__K__X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:每次切削进给的切削深度P_:暂停时间F_:切削进给速度K_:重复次数2.进给 ...
阿凡达
3年前261

1. 格式G86 X_Y_Z_R_F_L_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置F_:切削进给速度K_:重复次数2. 功能G86 进给 孔底 主轴停止 快速退刀。
阿凡达
3年前194

1. 格式G85 X_Y_Z_R_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置F_:切削进给速度K_:重复次数2. 功能G85 中间进给 孔底 快速退刀。
阿凡达
3年前332

1. 格式G84 X_Y_Z_R_P_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置P_:暂停时间 F_:切削进给速度K_:重复次数2. 功能G84 进给 孔底 主轴反转 快速退刀。...
阿凡达
3年前275

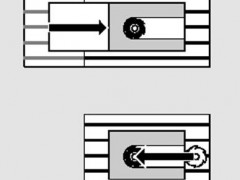
排屑钻孔循环(G83) FANUC 0-MD的G代码命令及举例
1. 格式G83 X_Y_Z_R_Q_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置Q_:每次切削进给的切削深度F_:切削进给速度K_:重复次数2. 功能G83 中间进给 孔底 快...
阿凡达
3年前218
1. 格式G82 X_Y_Z_R_P_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置P_:在孔底的暂停时间F_:切削进给速度K_:重复次数2. 功能G82 钻孔循环,反镗孔循环
阿凡达
3年前395

1. 格式G81 X_Y_Z_R_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置F_:切削进给速度K_:重复次数2. 功能G81 命令可用于一般的孔加工。
阿凡达
3年前232

取消固定循环进程 (G80) FANUC 0-MD的G代码命令及举例
1. 格式G80;2. 功能这个命令取消固定循环方式,机床回到执行正常操作状态。孔的加工数据,包括 R 点, Z 点等等,都被取消;但是移动速率命令会继续有效。(注...
阿凡达
3年前247
 数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032147
2023-05-221522
2023-05-22715
2023-05-22433
2023-05-22428
2023-05-22402
2023-05-22414
2023-05-22433
2023-05-22387
2023-05-22524