


G81使指定的轴回到极限位置停止,如“G8lY-;”使机床Y轴快速移动到负极限后减速,有一定过冲,然后回退一段距离,再以低速到达极限位置停止。
阿凡达
3年前175

G81 X Y Z R FX Y :孔在XY平面上的位置坐标Z :钻孔深度。R :循环起点。F :切削进给率。例:对图所示零件钻孔O001G17 G40 G80;N001 G00 G91 G30 X0 Y0 Z0;T1;M...
阿凡达
3年前356

1. 格式G81 X_Y_Z_R_F_K_;X_ Y_:孔位数据Z_:孔底的位置R_:加工初始位置F_:切削进给速度K_:重复次数2. 功能G81 命令可用于一般的孔加工。
阿凡达
3年前230

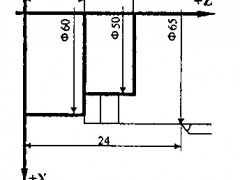
例:如图所示,每次吃刀2mm,每次切削起点位距工件外圆面5mm。O0081N10 G54 G90 G00 X60 Z45 M03N20 G81 X25 Z31.5 K-3.5 F100N30 X25 Z29.5 K-3.5N40 X25 Z2...
阿凡达
3年前223

加工程序%1234N1 M03 S700 G95 T0101 G90N2 G00 X60 Z45N3 G81 X25 Z31.5 K-3.5 F0.15N4 X25 Z29.5 K-3.5N5 X25 Z27.5 K-3.5N6 X25 Z25.5 K-3.5N7 G0 X100 Z1...
阿凡达
3年前259
*单一切削循环指令(G80、G81、G82 )2)端面切削循环 G81 指令a . 端面切削循环G81 X__Z__F__见图1一25所示.执行该指令,刀具从侃环起点(A点)开始,经循环...
aishukong
2015-04-19 14:211440

