1 零件分析
1)零件图样
如图图1,零件包括外圆柱阶梯面,通孔,H字型等加工。材料为08F低碳钢,毛坯尺寸 ![]()
![]() 。
。
(2)精度分析
本零件无特殊精度要求。对于尺寸精度要求主要通过在加工过程中的准确对刀,正确设置刀补以及正确制定合适的加工工艺措施来保证。
(3)表面粗糙度
加工面要求均为 ![]() 。对于粗糙度要求,主要是通过选用合适的刀具及其几何参数,正确的粗精加工路线,合适的切削用量及冷却液等措施来保证。
。对于粗糙度要求,主要是通过选用合适的刀具及其几何参数,正确的粗精加工路线,合适的切削用量及冷却液等措施来保证。
2 工艺分析及确定工艺路线,选择数控机床设备
(1)确定装夹方案,定位基准,编程原点,加工起点,换刀点
由于毛坯为棒料,用三爪自定心卡盘夹紧定位。加工中心的换刀点是固定的,故编程原点取为工件上表面圆心点。
(2)制定加工方案及加工路线
根据工件的形状及加工要求,选用加工中心加工。数控系统选用FANUC-0。机床选用标准立加工中心。加工路线为:铣外圆柱阶梯面→铣H字→铣 ![]() 通孔→完成。
通孔→完成。
(3)刀具的选用
根据加工内容,可选用SC215.17.16-20的平底刀,DZ2000-10的平底刀,两刀具的刀片材料均选用硬质合金。具体情况见下表:
表1
| 序号 | 刀具号 | 刀具名称及规格 | 切削刃数 | 数量 | 加工表面 |
| 1 | T01 | φ20的平底刀 | 2 | 1 | 侧面+全底面 |
| 2 | T02 | φ10的平底刀 | 2 | 1 | 铣H字和孔 |
(4)确定加工参数
主轴转速(n):硬质合金材料的刀具切削低碳钢工件时切削速度v取45~60m/min,根据公式 ![]() 及加工经验,T01刀具的主轴转速取为800r/min,T02刀具的主轴转速取为1600r/min。
及加工经验,T01刀具的主轴转速取为800r/min,T02刀具的主轴转速取为1600r/min。
进给速度 (![]() ):加工时,为提高生产效率,在保证工件质量的前提下可选择较高的进给速度,查询相关资料可取铣外圆柱表面的进给速度为120mm/min,铣H字和孔取240mm/min。
):加工时,为提高生产效率,在保证工件质量的前提下可选择较高的进给速度,查询相关资料可取铣外圆柱表面的进给速度为120mm/min,铣H字和孔取240mm/min。
(5)轮廓基点坐标的计算
(6)制定加工工艺
经上述分析,加工工艺见下表:
表2
| 材料 | 08F低碳钢 | 零件号 | 0001 | 系统 | FANUC |
| 工步号 | 工步内容 | 刀具 | 转速/(r/min) | 进给速度/(mm/min) | |
| 1 | 铣外圆柱阶梯面 | T01 | 800 | 120 | |
| 2 | 铣H字型 | T02 | 1600 | 240 | |
| 3 | 铣孔 | T02 | 1600 | 240 | |
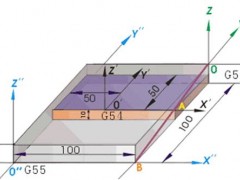
(7)机床参数设定
G54 X= -300.0mm Y= -215.0mm Z= -334.0mm
H002= -60.0mm
3 编写加工程序
加工程序卡
表3
| 程序号 | O0010 | 编程系统 | FANUC-0 |
| 程序 | 简要说明 | ||
N010 G00 G90 G54 X0. Y50.; N020 S800 M03; N030 Z10. M08; N040 G01 Z-10. F150; N050 G02 X0. Y50. I0. J-50.; N060 G00 Z50. M09; N070 M05; N080 G91 G28 Z0.; N090 T02 M06; N100 G00 G90 G54 X-13. Y15.; N110 S1600 M03; N120 G43 Z10. H02 M08; N130 G01 Z-5. F150; N140 Y-15.; N150 G00 Z10.; N160 X13. Y15.; N170 G01 Z-5. F150; N180 Y-15.; N190 G00 Z10.; N200 X-8. Y0.; N210 G01 Z-5. F150; N220 X8.; N230 G00 Z10.; N240 G00 G90 G54 X0 Y0; N250 G01 Z-30.F150; N260 G00 Z50.M09; N270 M05 M30 | G54定位(0,50) 主轴正转,转速800r/min 快速移到Z=10点,冷却液开 直线插补 进给速度为120mm/min 下降到Z=-10 圆弧插补 主轴回到Z=50 冷却液关 主轴停转 返回换刀平面 换T02刀具 G54定位(-13,15) 主轴正转,转速1600r/min 对T02进行刀补 冷却液开 直线插补 进给速度为240mm/min 下降到Z=-5 直线插补 提刀 刀具移动(13,15) 直线插补 进给速度为240mm/min 下降到Z=-5 直线插补 提刀 刀具移动(-8,0) 直线插补 进给速度为240mm/min 下降到Z=-5 直线插补 主轴回到Z=10 G54定位(0,0) 直线插补 进给速度为240mm/min 下降到Z=-30 主轴回到Z=50 冷却液关 程序结束 | ||