



插补技术是数控系统的核心技术。在数控加工过程中,数控系统要解决控制刀具或工件运动轨迹的问题。在数控机床中,刀具或工件能够移动的最小位移量叫机床的脉冲当量或最小分辨率。刀具或工件是一步一步移动的,移动轨迹是由一个个小线段构成的折线,而不是光滑的曲线。也就是说,刀具不能严格地按照所加工的零件廓形(如:直线、圆弧或椭圆、抛物线等其他类型曲线)运动,而只能用折线逼近所需加工的零件轮廓线型。
根据零件轮廓线型上的已知点,如:直线的起点、终点,圆弧的起点、终点和圆心等,数控系统按进给速度的要求、刀具参数和进给方向的要求等,计算出轮廓线上中间点位置坐标值的过程称为“插补”(Interpolation)。插补的实质就是根据有限的信息完成“数据密化”的工作。数控系统根据这些坐标值控制刀具或工件的运动,实现数控加工。插补运算具有实时性,其运算速度和精度直接影响数控系统的性能指标。
例如,如图1所示,数控机床加工廓形是直线OE的零件时,已知的信息仅为直线的终点坐标(xe,ye),经插补运算后,刀具或工件的进给运动轨迹,即该直线段的插补轨迹。插补运算后的中间坐标点可以O、A′、A、B′、B、C′、C、D′、D、E′、E,也可以是O、A″、A、B″、B、C″、C、D″、D、E″、E,或O、A、B、C、D、E等。
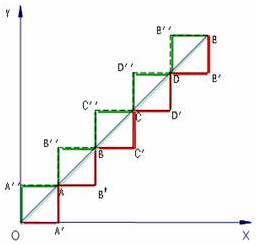
图1 插补轨迹
