一. 钻孔注意以下几点:1)钻头引向端面,不可用力太大,防止断钻头和偏孔。2)钻深孔屑不易排出,要退钻排屑。3)钻钢件材料,加注冷却液。4)直径大于30的孔分...
编程爱好者
3年前209

加工内孔时切削用量因加工孔:1)排屑困难2)刀杅振动钢性低固此切削速度比外圆低。内孔是外圆转速X0.8。一:进给量:S=0.1-0.3毫米/转二:切削速度:V=20-40米...
编程爱好者
3年前206

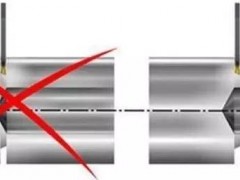
数控机床加工过程中,为了提高加工效率,刀具从起始点或换刀点运动到接近工件部位及加工后退回起始点或换刀点是以G00(快速点定位)方式运动的。考虑退刀路线...
编程爱好者
3年前236

用刀具的相应尺寸来保证工件被加工部位尺寸的方法称为定尺寸法。它是利用标准尺寸的刀具加工,加工面的尺寸由刀具尺寸决定。即用具有一定的尺寸精度的刀具(...
编程爱好者
3年前186

预先用样件或标准件调整好机床、夹具、刀具和工件的准确相对位置,用以保证工件的尺寸精度。因为尺寸事先调整到位,所以加工时,不用再试切,尺寸自动获得,...
编程爱好者
3年前147

数控车削加工过程一般要经过循环切除余量、粗加工和精加工三道工序。应根据毛坯类型和工件形状确定循环切除余量的方式,以达到减少循环走刀次数、提高加工效...
编程爱好者
3年前179

定位基准的选择包括定位方式的选择和被加工工件定位面的选择。由于车削加工的成型运动形式和加工自由度限制,数控车床在加工零件的定位基准选择上比较简单,...
编程爱好者
3年前151

工序工件材料铸铁钢铝及其合金切削用量刀具材料切削速度m/min进给量mm/r切削速度m/min进给量mm/r切削速度m/min进给量mm/r粗镗高速钢20~250.4~1.515~300.35...
编程爱好者
3年前477

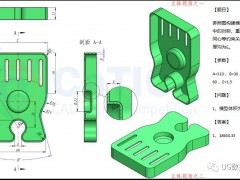
螺纹车削的工艺和加工注意事项(双头螺纹加工作为实例进行讲解)
下面双头螺纹加工为例,分析螺纹车削的工艺和加工注意事项。1、图纸图1双头螺纹加工2、工艺分析(1)基本操作步骤1)开机;2)回参考点;3)装夹工件;4)安...
编程爱好者
3年前245

工件材料铸铁钢及合金钢铝及其合金切削用量m/minmm/rm/minmm/rm/minmm/r铰刀直径(mm)6~102~60.3~0.51.2~50.3~0.48~120.3~0.510~152~60.5~11.2~50....
编程爱好者
3年前310

由于套类零件有各种不同形状和尺寸,精度要求也不相同,所以它也有各种不同安装方法。1)要保证套类零件两个端面平行度和内孔的垂直度,可以采用下面几种方法...
编程爱好者
3年前829
在制订机械加工工艺规程时,正确选择合适的毛坯,对零件的加工质量、材料消耗和加工工时都有很大的影响。显然毛坯的尺寸和形状越接近成品零件,机械加工的劳...
编程爱好者
3年前155

1、零件的材料及机械性能要求零件材料的工艺特性和力学性能大致决定了毛坯的种类。例如铸铁零件用铸造毛坯;钢质零件当形状较简单且力学性能要求不高时常用棒...
编程爱好者
3年前157
在安装工件前,一般要考虑两个原则:一是在确定零件装夹方法时,应尽量减少装夹次数,力争做到在一次装夹后能加工出全部待加工表面,以充分发挥数控机床的效能...
编程爱好者
3年前212

选择粗基准时,主要要求保证各加工面有足够的余量,使加工面与不加工面间的位置符合图样要求,并特别注意要尽快获得精基面。具体选择时应考虑下列原则:(1)选...
编程爱好者
3年前154

在制订工艺规程时,定位基准选择的正确与否,对能否保证零件的尺寸精度和相互位置精度要求,以及对零件各表面间的加工顺序安排都有很大影响,当用夹具安装工...
编程爱好者
3年前183

设计零件的加工工艺规程时,先要对加工对象进行深入分析,即零件图工艺分析,对于数控车削加工来说主要应考虑以下几方面:构成零件轮廓的几何条件、尺寸精度...
编程爱好者
3年前139

切削用量(ap、f、v)选择是否合理,对于能否充分发挥机床潜力与刀具切削性能,实现优质、高产、低成本和安全操作具有很重要的作用。在2.3.3中对于切削用量选择...
编程爱好者
3年前265
2025-02-081082
2025-02-081217
2025-02-081190
2025-02-081118
2025-02-081149
2025-02-081145
2025-02-081102
2025-02-081126
2025-02-081071
2025-02-081112