


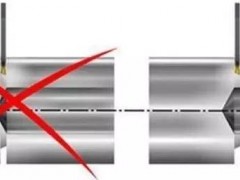
在铣削工序中,工件沿着与铣刀旋转方向以相同或相反的方向进给,这会影响铣削的切入、切出以及是采用顺铣还是逆铣的方法。 在边缘顺铣中,切屑厚度将从切削开...
编程爱好者
2年前1636

图解CAD中切线和相切圆的画法 两圆的外切圆 两圆的外切圆 圆与圆的相切圆(一外切两内切) 圆与圆的相切圆(两…
编程爱好者
2年前1568
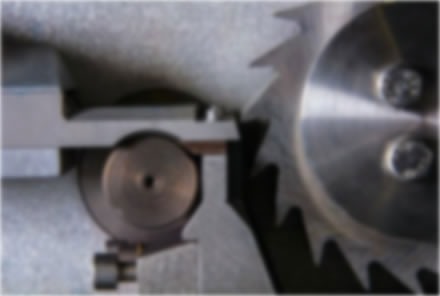
务必在距离中心还有2mm时将进给降低75%。在距离中心还有0.5mm时停止进给,被切掉的零件会因其重量和长度而自行掉落。以上八点是我在数控加工中,关于切槽和切...
编程爱好者
2024-01-032144
公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm 牙外径-1/2×牙距则应为: M6-(牙距×0.860.96)/代码=下孔径 例1:M3×0.…
编程爱好者
2年前1663

电火花数控线切割加工的过程中主要包含下列三部分内容(如图a所示):1)电极丝与工件之间的脉冲放电。2)电极丝沿其轴向(垂直或Z方向)作走丝运动。3)工件相对...
阿凡达
3年前1009

1、电极丝的选择电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1m...
阿凡达
3年前566

(1)脉冲参数的选择线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电...
阿凡达
3年前634

数控线切割机床根据工作状态不同分为快速处和慢走的两种。快走丝机床位用铝丝作为加工刀具,铝丝在使用中往复快速运动。工作中铝丝的运动速度可以达到10m / s...
阿凡达
2023-05-241338

① 加工用一般切削方法难以加工或无法加工的形状复杂的工件;② 切割用的刀具简单,大大降低生产准备工时;③ 利用计算机辅助自动编程软件,可方便地加工复杂...
阿凡达
3年前727

1)速度参数的选择① 进给速度工作台进给速度太快,容易产生短路和断丝;工作台进给速度太慢,加工表面的腰鼓量就会加大,但表面粗糙度较小。正式加工时,一...
阿凡达
3年前705

编制如图7.7所示端盖的加工程序图7.7端盖1、工艺分析此零件加工中需要保证的精度是孔之间的位置精度,以及孔的精度。由于外形轮廓已预先加工,装夹以两侧与底...
阿凡达
3年前674
解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 ...
阿凡达
3年前577

解:选用T1=中心钻、T2=ф8中心钻、T3=ф8.8中心钻、T4=M10丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G55 X-125.Y-50.;G43 H01 Z10 M0...
阿凡达
3年前604

解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X175.Y-80.;G43 H01 Z10 M...
阿凡达
3年前585

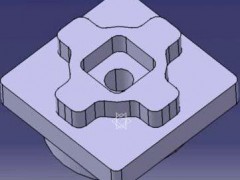
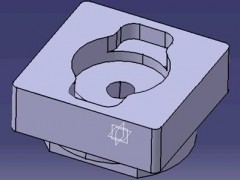
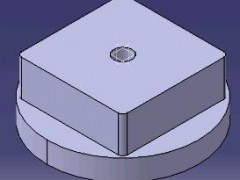
加工毛坯240X240X30到如图所示尺寸200X200X20并加工孔。解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。G17 G40 G80N002 G00 G91 ...
阿凡达
3年前545
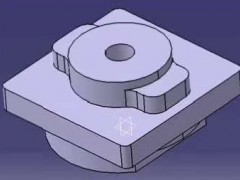
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X60.0Y0Z2.0G01Z-10.0F50D01M98P100F80(D01=19.0)D02M98P100F80(D02=8.2)G0Z100.0...
阿凡达
2023-05-24720
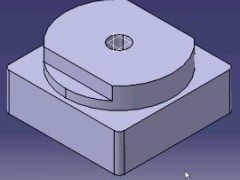
手工编程主程序%G91G28Z0T1M06G90G54G0X0Y0S500M03G43H1Z100.0Z5.0G01Z-11.8F50D01M98P100F80(D01=8.2)G0Z100.0M05G91G28Z0T2M06G90G54G0X0Y0S1000M0...
阿凡达
2023-05-24615
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X28.0Y35.0S500M03G43H01Z100.Z5.0G01Z-12.0F50G01Y24.0F80X35.0Y-24.0X28.0Y-40.0X-28.0Y-24.0X-35.0Y24.0X-...
阿凡达
2023-05-24691
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X-65.Y0Z5.0G01Z-12.8F50D01M98P100F80(D01=15)D02M98P100F80(D02=8.2)G0Z-7.8F50...
阿凡达
2023-05-24713
手工编程(适用于FANUC)主程序%o1G91G28Z0.T1M6G90G54G0X0Y0S500M3G43H1Z100.X-65.Y0Z5.0G01Z-8.F50M98P100D1(D=8.2)G01Z-16.F50M98P100D1(D=8.2)G01Z-2...
阿凡达
2023-05-24806
2024-01-031636
2024-01-031568
在数控加工中 关于切槽和切断过程中的八点注意事项!
2024-01-032144
2024-01-031663
2023-05-241009
2023-05-24566
2023-05-24634
数控线切割快走丝机床和慢走丝机床的对比分析
2023-05-241338
2023-05-24727
2023-05-24705
