


编制如图7.7所示端盖的加工程序图7.7端盖1、工艺分析此零件加工中需要保证的精度是孔之间的位置精度,以及孔的精度。由于外形轮廓已预先加工,装夹以两侧与底...
阿凡达
3年前668

解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 ...
阿凡达
3年前570

解:选用T1=中心钻、T2=ф8中心钻、T3=ф8.8中心钻、T4=M10丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G55 X-125.Y-50.;G43 H01 Z10 M0...
阿凡达
3年前599

解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X175.Y-80.;G43 H01 Z10 M...
阿凡达
3年前580

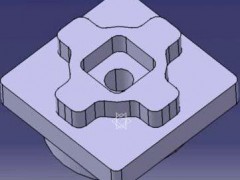
加工毛坯240X240X30到如图所示尺寸200X200X20并加工孔。解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。G17 G40 G80N002 G00 G91 ...
阿凡达
3年前539
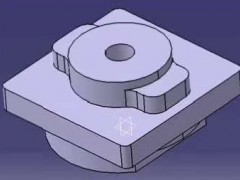
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X60.0Y0Z2.0G01Z-10.0F50D01M98P100F80(D01=19.0)D02M98P100F80(D02=8.2)G0Z100.0...
阿凡达
2023-05-24717
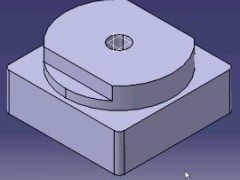
手工编程主程序%G91G28Z0T1M06G90G54G0X0Y0S500M03G43H1Z100.0Z5.0G01Z-11.8F50D01M98P100F80(D01=8.2)G0Z100.0M05G91G28Z0T2M06G90G54G0X0Y0S1000M0...
阿凡达
2023-05-24611
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X28.0Y35.0S500M03G43H01Z100.Z5.0G01Z-12.0F50G01Y24.0F80X35.0Y-24.0X28.0Y-40.0X-28.0Y-24.0X-35.0Y24.0X-...
阿凡达
2023-05-24686
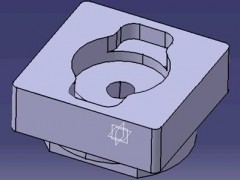
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X-65.Y0Z5.0G01Z-12.8F50D01M98P100F80(D01=15)D02M98P100F80(D02=8.2)G0Z-7.8F50...
阿凡达
2023-05-24708
手工编程(适用于FANUC)主程序%o1G91G28Z0.T1M6G90G54G0X0Y0S500M3G43H1Z100.X-65.Y0Z5.0G01Z-8.F50M98P100D1(D=8.2)G01Z-16.F50M98P100D1(D=8.2)G01Z-2...
阿凡达
2023-05-24798

加工如图7.4所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。图7.4 凸...
aishukong
3年前1341

方法一、O0001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X-150. Y-100.;G43 H01 Z10.M03 S1200;G81 Z-25.R5.F200;G91 X50. L6;Y50.;G91 X-50...
阿凡达
3年前492

格式:G34 X- Y-I- J- K-;(多打一次孔)X、Y:表示X、Y圆周孔到工件原点之距离(绝对坐标)I: 半径J: 最初孔角度,逆时针为正值K:孔数O0001G17 G40 G80N0...
阿凡达
3年前499

格式:G36 X- Y-I- J- K- P-;(多打一次孔)X、Y:表示X、Y圆周孔到工件原点之距离(绝对坐标)I: 半径J: 最初孔角度,逆时针为正值K:孔数P:每孔间距(角...
阿凡达
3年前330

例1: 加工如图所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。凸轮毛...
阿凡达
3年前567

SINUMERIK 840D数控系统的可编程零点偏置TRANS ATRANS指令和编程
TRANS/ATRANS常常被用于对于在指定轴的方向上所有路径轴与位置轴的平移编程。这个指令允许你用不同的零点操作,例如在工件的不同位置重复相同的加工过程。如...
阿凡达
3年前411

SINUMERIK 840D数控系统的可编程的旋转,ROT,AROT指令和编程
ROT RPL=…平面内选择N10 G0 G17 G40 G71 G90 G94N20 TRANS X20 Y10;绝对平移N30 L1;子程序调用N40 TRANS X55 Y35;绝对平移N50 AROT RPL=45;坐标系旋转45...
阿凡达
3年前602

SINUMERIK 840D数控系统的可编程的比例因子,SCALE,ASCALE指令和编程
N10 G0 G17 G40 G71 G90 G94N20 TRANS X15 Y15;绝对平移N30 L1 ;加工大型腔N40 TRANS X40 Y20;绝对平移N50 AROT RPL=35 ;工件平面旋转35°角N60 ASCALE X...
阿凡达
3年前380

SINUMERIK 840D数控系统的可编程的镜像,MIRROR,AMIRROR指令和编程
可编程的镜像,MIRROR,AMIRRORN10 G0 G17 G40 G71 G90 G94N20 L1 ;加工第一个轮廓,右上角N30 MIRROR X0;关于Y轴镜像,对于X轴方向相反N40 L1 ;加工第二...
阿凡达
3年前805

ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等...
阿凡达
3年前502
2023-05-24668
2023-05-24570
2023-05-24599
2023-05-24580
2023-05-24539
加工中心标准训练样件五(NC代码)
2023-05-24717
加工中心标准训练样件四(NC代码)
2023-05-24611
加工中心标准训练样件三(NC代码)
2023-05-24686
加工中心标准训练样件二(NC代码)
2023-05-24708
加工中心标准训练样件一(NC代码)
2023-05-24798
