


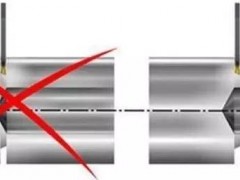
在铣削工序中,工件沿着与铣刀旋转方向以相同或相反的方向进给,这会影响铣削的切入、切出以及是采用顺铣还是逆铣的方法。 在边缘顺铣中,切屑厚度将从切削开...
编程爱好者
2年前1631

图解CAD中切线和相切圆的画法 两圆的外切圆 两圆的外切圆 圆与圆的相切圆(一外切两内切) 圆与圆的相切圆(两…
编程爱好者
2年前1565
务必在距离中心还有2mm时将进给降低75%。在距离中心还有0.5mm时停止进给,被切掉的零件会因其重量和长度而自行掉落。以上八点是我在数控加工中,关于切槽和切...
编程爱好者
2024-01-032137
公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm 牙外径-1/2×牙距则应为: M6-(牙距×0.860.96)/代码=下孔径 例1:M3×0.…
编程爱好者
2年前1652

电火花数控线切割加工的过程中主要包含下列三部分内容(如图a所示):1)电极丝与工件之间的脉冲放电。2)电极丝沿其轴向(垂直或Z方向)作走丝运动。3)工件相对...
阿凡达
3年前1005

1、电极丝的选择电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1m...
阿凡达
3年前564

(1)脉冲参数的选择线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电...
阿凡达
3年前628

数控线切割机床根据工作状态不同分为快速处和慢走的两种。快走丝机床位用铝丝作为加工刀具,铝丝在使用中往复快速运动。工作中铝丝的运动速度可以达到10m / s...
阿凡达
2023-05-241333

① 加工用一般切削方法难以加工或无法加工的形状复杂的工件;② 切割用的刀具简单,大大降低生产准备工时;③ 利用计算机辅助自动编程软件,可方便地加工复杂...
阿凡达
3年前722

1)速度参数的选择① 进给速度工作台进给速度太快,容易产生短路和断丝;工作台进给速度太慢,加工表面的腰鼓量就会加大,但表面粗糙度较小。正式加工时,一...
阿凡达
3年前699

加工中心坐标系统包括机床坐标系和工件坐标系,不同的加工中心其坐标系统略有不同。如前所述,机床坐标系各坐标轴的关系符合右手笛卡儿坐标系准则。机床坐标...
阿凡达
3年前517

工件坐标系是编程人员在编写程序时,在工件上建立的坐标系。工件坐标系的原点位置为工件零点。理论上工件零点设置是任意的,但实际上,它是编程人员根据零件...
阿凡达
3年前586

1.绝对值、增量值方式G90/G912.G00快速点定位3.G01直线插补4.圆弧插补G02/G035.G04暂停6.G17/G18/G19平面选择7.G28:机械原点复归。一般在开机后手动原点复归...
阿凡达
3年前602

一般复杂零件加工工量刃具准备单零件图号:一、材料准备材质45#尺寸100×100×20mm数 量1件二、设备、工具、刀具、量具序号分类名称尺寸规格单位数量备注1设备...
阿凡达
3年前576

一般复杂零件加工操作评分表课题名称一般复杂零件加工序号项目及技术要求配分标准评分标准实测结果得分1轮 廓 尺 寸2×4=8超差全扣R124×1=4超差全扣2×3=6超...
阿凡达
3年前510

自动换刀数控机床多采用刀库式自动换刀装置。带刀库的自动换刀系统由刀库和刀具交换机构组成,它是多工序数控机床上应用最广泛的换刀方法。换刀过程较为复杂...
aishukong
3年前733

一:机械手换刀通常情况下,配备了机械手换刀装置的数控机床通常都是使用的刀库都是圆盘式的,那么机械手换刀的定义在哪儿呢?顾名思义,就是机床在需要更换...
阿凡达
2023-05-231542

1、刀库的功能在自动换刀装置中,刀库是最主要的部件之一。刀库是用来贮存加工刀具及辅助工具的地方。其容量、布局以及具体结构,对数控机床的设计都有很大影...
阿凡达
3年前578

主轴准停也叫主轴定向。在加工中心等数控机床上,由于有机械手自动换刀,要求刀柄上的键槽对准主轴的端面键上,因此主轴每次必须停在一个固定准确的位置上,...
阿凡达
3年前542

多数加工中心都配有回转工作台(如图5.32所示),实现在零件一次安装中多个加工面的加工。如何准确测量加工中心回转工作台的回转中心,对被加工零件的质量有...
阿凡达
3年前591
2024-01-031631
2024-01-031565
在数控加工中 关于切槽和切断过程中的八点注意事项!
2024-01-032137
2024-01-031652
2023-05-241005
2023-05-24564
2023-05-24628
数控线切割快走丝机床和慢走丝机床的对比分析
2023-05-241333
2023-05-24722
2023-05-24699
