


在前面介绍的常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要用一个程序段来实现。为了进一步提高编程工作效率, FANUC-Oi系统设计有固定循环...
阿凡达
3年前443

使用刀具长度补偿功能和固定循环功能加工如图5.13所示零件上的12个孔。图5.13 零件图样图5.14 刀具图1、分析零件图样,进行工艺处理该零件孔加工中,有通孔...
阿凡达
3年前379
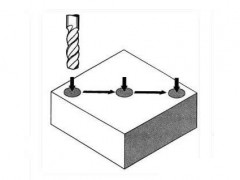
调用格式 LCYC60功能:加工线性排列孔如图5.19所示,孔加工循环类型用参数R115指定,如表5.2所示。表中各参数使用如图5.20所示。图5.19线性孔排列钻削功能表5...
阿凡达
2023-05-24577

孔加工固定循环通常由以下6个动作组成:动作1——X轴和Y轴定位 使刀具快速定位到孔加工的位置动作2--快进到R点 刀具自初始点快速进给到R点。动作3--孔加工 以...
阿凡达
3年前370

三菱M70攻左牙循环在孔底位置主轴逆转执行攻左牙。(注:攻牙前主轴反转 M04+M08=M13)注在G74指定攻左牙时,进给率调整无效,即使使用进给暂停,循环在复归动...
aishukong
3年前1486

G76 X Y Z R Q FX Y :孔在XY平面上的位置坐标Z :镗孔深度。R :循环起点。F :切削进给率。Q :偏移量,表示主轴停止时,主轴先定位角度,刀尖做微量偏移的值。...
阿凡达
3年前496

G81 X Y Z R FX Y :孔在XY平面上的位置坐标Z :钻孔深度。R :循环起点。F :切削进给率。例:对图所示零件钻孔O001G17 G40 G80;N001 G00 G91 G30 X0 Y0 Z0;T1;M...
阿凡达
3年前364

与G81相同。在孔底位置执行暂停(用P码指定及主轴上升。在孔底位置暂停改善盲孔的孔底精度。G82 X Y Z R P FX Y :孔在XY平面上的位置坐标Z :钻孔深度。R :循...
阿凡达
3年前415

指令方式:G83 X Y Z Q R F以上指令指定啄式钻孔循环。Q是每次切削量,用增量值指定。在第二次及以后切入后执行时,在执行入前的位置,快速进给转换成切削进...
阿凡达
3年前427

加工中心G83指令详解如下:G83指令全称深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部,钻孔过程中孔排出切屑。1、指令格式:G83:X__Y__Z__R__Q...
aishukong
3年前2756

在孔底位置主轴正转执行攻牙循环。注:在G84指定攻牙时,进给率调整无效,即使使用进给暂停,循环在复归动作结束之前不会停止。指令方式:G84 X Y Z R FX Y :...
阿凡达
3年前469

在孔底位置主轴逆转执行攻左牙。(注:攻牙前主轴反转 M04+M08=M13)注在G74指定攻左牙时,进给率调整无效,即使使用进给暂停,循环在复归动作结束之前不会停止...
阿凡达
3年前681

在上次的文章里,我们说到了加工中心三菱G86镗孔循环,那么今天,我们就来说一下加工中心三菱数控系统 G85铰孔循环。先说说镗孔和铰孔的区别:1,首先最大地...
阿凡达
3年前860

与G81相同,但是在孔底位置主轴停止并以快速进给率逃离。此指令一般用于粗镗孔。指令方式:G86 X Y Z R FX Y :孔在XY平面上的位置坐标Z :孔深度。R :循环起点...
阿凡达
3年前672
与G85相同,但是在孔底位置执行暂停。指令方式:G89 X Y Z R P FX Y : 铰孔在XY平面上的位置坐标Z :孔深度。R :循环起点。P :铰孔到Z点后的暂停时间,单位:1...
阿凡达
3年前352

调用格式 LCYC82功能:刀具以编程的主轴转速和进给速度钻孔,到达最后钻深后,可实现孔底停留,退刀时以快速退刀。循环过程如图5.15所示。图5.15钻削循环过程...
阿凡达
3年前358
SIEMENS系统固定循环中使用的主要参数见下表参数赋值方式:若钻底停留时间为2秒,则R105=2。参数含义R101起始平面R102安全间隙R103参考平面R104最后钻深(绝...
阿凡达
3年前457

G76指令用于精镗孔加工。镗削至孔底时,主轴停止在定向位置上,即准停,再使刀尖偏移离开加工表面,然后再退刀。这样可以高精度、高效率地完成孔加工而不损伤...
阿凡达
3年前487

G73用于深孔钻削,在钻孔时采取间断进给,有利于断屑和排屑,适合深孔加工。图5.9所示为高速深孔钻加工的工作过程。其中Q为增量值,指定每次切削深度。d为排...
阿凡达
3年前687

1、G84(右旋螺纹加工循环指令)G84指令用于切削右旋螺纹孔。向下切削时主轴正转,孔底动作是变正转为反转,再退出。F表示导程,在G84切削螺纹期间速率修正无...
阿凡达
3年前495
2023-05-24443
2023-05-24379
西门子(SIMENS)数控系统线性孔排列钻削循环指令
2023-05-24577
2023-05-24370
2023-05-241486
2023-05-23496
2023-05-23364
2023-05-23415
2023-05-23427
2023-05-232756
