指令方式:
G83 X Y Z Q R F
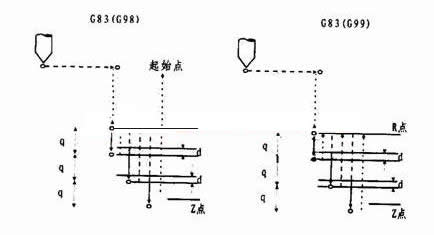
以上指令指定啄式钻孔循环。Q是每次切削量,用增量值指定。在第二次及以后切入后执行时,在执行入前的位置,快速进给转换成切削进给。指定的Q值一定是正值。如果指令负值,则负号无效。D值用参数(资料N0.0532设定)。
X Y :孔在XY平面上的位置坐标
Z :钻孔深度。
Q :每次切削用量
R :循环起点。
F :切削进给率。
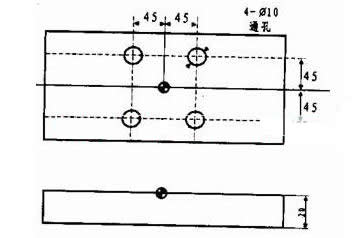
例:对图所示零件钻孔。
O001
G17 G40 G80;
N001 G00 G91 G30 X0 Y0 Z0;
T1;
M06;
G00 G90 G54 X45. Y45. S300;
G43 Z50. H01 M13;
Z5.;
G99 G83 Z-22. R5.Q10. F30;
X-45.;
Y-45.;
X45.;
G00 G80 Z50. M05;
G91 G28 Y0.;
M30;