在前面介绍的常用加工指令中,每一个G指令一般都对应机床的一个动作,它需要用一个程序段来实现。为了进一步提高编程工作效率, FANUC-Oi系统设计有固定循环功能,它规定对于一些典型孔加工中的固定、连续的动作,用一个G指令表达,即用固定循环指令来选择孔加工方式。
常用的固定循环指令能完成的工作有:钻孔、攻螺纹和镗孔等。这些循环通常包括下列六个基本操作动作:
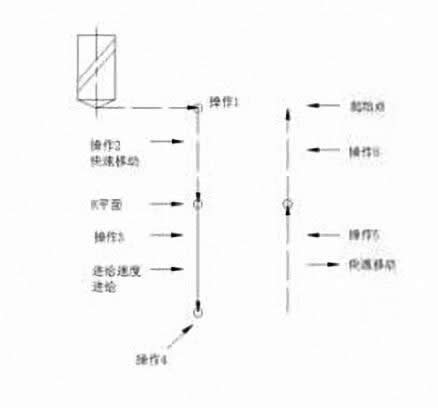
图5.8 固定循环的基本动作
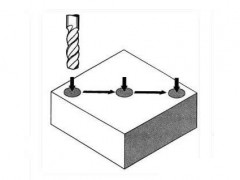
1、在XY平面定位
2、快速移动到R平面
3、孔的切削加工
4、孔底动作
5、返回到R平面
6、返回到起始点。
图5.8中实线表示切削进给,虚线表示快速运动。R平面为在孔口时,快速运动与进给运动的转换位置。
常用的固定循环有高速深孔钻循环、 螺纹切削循环、 精镗循环等。
编程格式 G90 /G91 G98/G99 G73~G89 X~ Y~ Z~ R~ Q~ P~ F~ K ~
式中: G90 /G91--绝对坐标编程或增量坐标编程;
G98--返回起始点;
G99--返回R平面。
G73~G89--孔加工方式,如钻孔加工、高速深孔钻加工、镗孔加工等;
X、Y--孔的位置坐标;
Z--孔底坐标;
R--安全面(R面)的坐标。增量方式时,为起始点到R面的增量距离;在绝对方式时,为R面的绝对坐标;
Q--每次切削深度;
P--孔底的暂停时间;
F--切削进给速度;
K--规定重复加工次数。
固定循环由G 80或01组G代码撤消。