(1)脉冲参数的选择
线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流。要求获得较好的表面粗糙度时,所选用的电参数要小;若要求获得较高的切割速度,脉冲参数要选大一些,但加工电流的增大受排屑条件及电极丝截面积的限制,过大的电流易引起断丝。
(2)工艺尺寸的确定
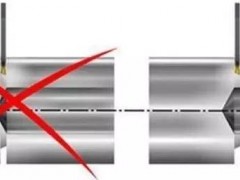
丝切割加工时,为了获得所要求的加工尺寸,电极丝和加工图形之间必须保持一定的距离,如下图所示。图中双点划线表示电极丝中心的轨迹,实线表示型孔或凸模轮廓。编程时首先要求出电极丝中心轨迹与加工图形之间的垂直距离△R(间隙补偿距离),并将电极丝中心轨迹分割成单一的直线或圆弧段,求出各线段的交点坐标后,逐步进行编程。具体步骤如下:

i j
1)设置加工坐标系
根据工件的装夹情况和切割方向,确定加工坐标系。为简化计算,应尽量选取图形的对称轴线为坐标轴。
2)补偿计算
按选定的电极丝半径r,放电间隙δ和凸、凹模的单面配合间隙Z∕2,则加工凹模的补偿距离△R1=r+δ,如图i所示。加工凸模的补偿距离△R2=r+δ-Z∕2,如图j所示。
3)将电极丝中心轨迹分割成平滑的直线和单一的圆弧线,按型孔或凸模的平均尺寸计算出各线段交点的坐标值。
(3)工作液的选配
工作液对切割速度、表面粗糙度、加工精度等都有较大影响,加工时必须正确选配。常用的工作液主要有乳化液和去离子水。
1)慢速走丝线切割加工,目前普遍使用去离子水。为了提高切割速度,在加工时还要加进有利于提高切割速度的导电液,以增加工作液的电阻率。加工淬火钢,使电阻率在2×104Ω.cm左右;加工硬质合金电阻率在30×104Ω.cm左右
2)对于快速走丝线切割加工,目前最常用的是乳化液. 乳化液是由乳化油和工作介质配制(浓度为5﹪~10﹪)而成的。工作介质可用自来水,也可用蒸馏水、高纯水和磁化水。