一、两顶尖拨盘两顶尖定位的优点是定心正确可靠,安装方便。主要用于精度要求较高的零件加工。顶尖作用是进行工件的定心,并承受工件的重量和切削力。顶尖分...
编程爱好者
1年前1087

1.刀具的选择与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要刚性好,精度高,而且要求尺寸稳定,耐用度高,断屑和排屑性能好;同时要求...
编程爱好者
1年前1222

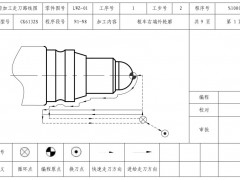
已知毛坯为30mm的棒料,材料为45钢,试数控车削成如图所示的正锥。1.根据零件图样要求和毛坯情况,确定工艺方案及加工路线对短轴类零件,轴心线为工艺基准,...
编程爱好者
1年前1192

数控机床切削精度检验,又称动态精度检验,是在切削加工条件下,对机床几何精度和定位精度的一项综合考核。切削精度检验可分单项加工精度检验和加工一个标准...
编程爱好者
1年前1120

影响切削条件的因素有:1)机床、工具、刀具及工件的刚性;2)切削速度、切削深度、切削进给率;3)工件精度及表面粗糙度;4)刀具预期寿命及最大生产率;5)...
编程爱好者
1年前1152

数控机床加工时工件的装夹方式主要有:1)尽可能选用标准夹具(组合夹具),在成批生产时才考虑专用夹具,并力求夹具结构简单。2)装卸工件要方便可靠,以缩...
编程爱好者
1年前1150

在数控加工过程中,当刀具磨损到一定程度,崩刃、卷刃(塑变)或破损时,刀具即丧失了其加工功能而无法保证零件的加工质量,此种现象称为刀具失效。刀具破损...
编程爱好者
1年前1108

1、数控车削加工工序的划分对于需要多台不同的数控机床和多道工序才能完成加工的零件,工序划分自然以机床为单位来进行。而对于需要少量数控机床就能完成全部...
编程爱好者
1年前1132

目前数控机床刀具所采用的刀具材料,主要有高速钢、硬质合金、陶瓷、立方氮化硼和聚晶金刚石。(1)高速钢高速钢是一种加入了较多的钨、钼、铬、钒等合金元素...
编程爱好者
1年前1076

加工精度是指零件加工后的实际几何参数(尺寸、形状和位置)与图纸规定的理想几何参数符合的程度。这种相符合的程度越高,加工精度也越高。在加工中,由于各...
编程爱好者
2年前1492

在数控车削中对于斜椭圆的加工思路,大家可以这样理解既然没有坐标系的旋转指令,那么你就要考虑旋转后椭圆上每一个点坐标和未旋转椭圆上每一个点坐标之间存...
编程爱好者
2年前656

(1)零件的工艺分析纪念币的纹路细,要求电极损耗小,另外要求光泽好。纪念币尺寸:Φ38㎜,型腔深1.2㎜,如下图所示。(2)选择设备根据加工要求选择机床:三菱...
编程爱好者
3年前514

加工方式选定是指用什么方式来加工,是用多电极多次加工,还是用单电极加工,是否采用摇动加工等。加工方式的选择要视具体情况而定,一般来说多电极多次加工...
编程爱好者
3年前466

提高加工效率的一般方法有:(1)工件预加工 在电火花加工中加工去除金属量,直接影响加工效率,所以在电加工前必须使工件有恰当的加工余量。原则上电加工余...
编程爱好者
3年前452
(1)电极极性的选择工具电极极性一般选择原则是:铜电极对钢:选“+”极性;铜电极对铜:选“-”极性;铜电极对硬质合金:“+”“-”极性都可以;石墨电极对...
编程爱好者
3年前410

数控冲压工艺的程序编制是根据板件零件图,按照数控系统规定采用的代码和程序格式,编制成计算机能识别的语言输入计算机,控制机床自动加工出符合零件图要求...
编程爱好者
3年前361
数控压力机模座及模具的选择是否得当直接影响着工艺实施质量的好坏。合理正确使用模座及模具,对提高机床生产率,延长模具和机床的使用寿命有着重要意义,若...
编程爱好者
3年前310

在需要磨削部分轴向尺寸小于砂轮宽度时,采用横向磨削喷嘴阀(图12所示),是在数控外圆磨床上加工的一个较典型的零件。该零件要磨削圆柱面(Φ10h5㎜),圆...
编程爱好者
3年前491
端面磨削的切入方式和磨削条件设定如表1所示。磨削条件设定要注意以下两点:(1)端面磨削与外圆磨削比,砂轮接触面积大,发热多,容易发生烧伤,因此切入速...
编程爱好者
3年前423

纵向磨削余量一般在Φ(0.002~0.03㎜),外径纵向磨削条件设定和切入方式如表1所示。
编程爱好者
3年前399
2025-02-081087
2025-02-081222
2025-02-081192
2025-02-081120
2025-02-081152
2025-02-081150
2025-02-081108
2025-02-081132
2025-02-081076
2024-01-031492