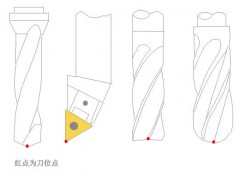
轨迹法也称刀尖轨迹法,依靠刀尖的运动轨迹获得形状精度的方法称为轨迹法。即让刀具相对于工件作有规律的运动,以其刀尖轨迹获得所要求的表面几何形状。刀尖...
编程爱好者
3年前191

即先试切出很小部分加工表面,测量试切所得的尺寸,按照加工要求适当调刀具切削刃相对工件的位置,再试切,再测量,如此经过两三次试切和测量,当被加工尺寸...
编程爱好者
3年前202

工件材料牌号或硬度切削用量钻头直径1~66~1212~2222~50铸铁HB160-200m/min16~24mm/r0.07~0.120.12~0.20.2~0.40.4~0.8HB200-241m/min10~18mm/r0.05...
编程爱好者
3年前333

1. 毛坯的材料和种类套类零件一般是用钢,铸铁,青铜,黄铜,铅等材料制成。一般孔径小于20毫米的套筒,其他毛坯采用热轧或冷轧材料,当孔径大于20毫米,带采...
编程爱好者
3年前219

在加工过程中,边加工边测量加工尺寸,并将所测结果与设计要求的尺寸比较后,或使机床继续工作,或使机床停止工作,这就是主动测量法。目前,主动测量中的数...
编程爱好者
3年前227

一. 钻孔注意以下几点:1)钻头引向端面,不可用力太大,防止断钻头和偏孔。2)钻深孔屑不易排出,要退钻排屑。3)钻钢件材料,加注冷却液。4)直径大于30的孔分...
编程爱好者
3年前209

加工内孔时切削用量因加工孔:1)排屑困难2)刀杅振动钢性低固此切削速度比外圆低。内孔是外圆转速X0.8。一:进给量:S=0.1-0.3毫米/转二:切削速度:V=20-40米...
编程爱好者
3年前207

数控机床加工过程中,为了提高加工效率,刀具从起始点或换刀点运动到接近工件部位及加工后退回起始点或换刀点是以G00(快速点定位)方式运动的。考虑退刀路线...
编程爱好者
3年前237

用刀具的相应尺寸来保证工件被加工部位尺寸的方法称为定尺寸法。它是利用标准尺寸的刀具加工,加工面的尺寸由刀具尺寸决定。即用具有一定的尺寸精度的刀具(...
编程爱好者
3年前186

预先用样件或标准件调整好机床、夹具、刀具和工件的准确相对位置,用以保证工件的尺寸精度。因为尺寸事先调整到位,所以加工时,不用再试切,尺寸自动获得,...
编程爱好者
3年前148

数控车削加工过程一般要经过循环切除余量、粗加工和精加工三道工序。应根据毛坯类型和工件形状确定循环切除余量的方式,以达到减少循环走刀次数、提高加工效...
编程爱好者
3年前179

定位基准的选择包括定位方式的选择和被加工工件定位面的选择。由于车削加工的成型运动形式和加工自由度限制,数控车床在加工零件的定位基准选择上比较简单,...
编程爱好者
3年前151

工序工件材料铸铁钢铝及其合金切削用量刀具材料切削速度m/min进给量mm/r切削速度m/min进给量mm/r切削速度m/min进给量mm/r粗镗高速钢20~250.4~1.515~300.35...
编程爱好者
3年前500

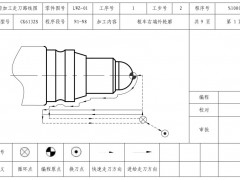
螺纹车削的工艺和加工注意事项(双头螺纹加工作为实例进行讲解)
下面双头螺纹加工为例,分析螺纹车削的工艺和加工注意事项。1、图纸图1双头螺纹加工2、工艺分析(1)基本操作步骤1)开机;2)回参考点;3)装夹工件;4)安...
编程爱好者
3年前250

工件材料铸铁钢及合金钢铝及其合金切削用量m/minmm/rm/minmm/rm/minmm/r铰刀直径(mm)6~102~60.3~0.51.2~50.3~0.48~120.3~0.510~152~60.5~11.2~50....
编程爱好者
3年前315

由于套类零件有各种不同形状和尺寸,精度要求也不相同,所以它也有各种不同安装方法。1)要保证套类零件两个端面平行度和内孔的垂直度,可以采用下面几种方法...
编程爱好者
3年前829
在制订机械加工工艺规程时,正确选择合适的毛坯,对零件的加工质量、材料消耗和加工工时都有很大的影响。显然毛坯的尺寸和形状越接近成品零件,机械加工的劳...
编程爱好者
3年前158

1、零件的材料及机械性能要求零件材料的工艺特性和力学性能大致决定了毛坯的种类。例如铸铁零件用铸造毛坯;钢质零件当形状较简单且力学性能要求不高时常用棒...
编程爱好者
3年前157
2025-02-081087
2025-02-081222
2025-02-081194
2025-02-081122
2025-02-081153
2025-02-081150
2025-02-081110
2025-02-081133
2025-02-081077
2024-01-031493