切削用量——主轴转速主轴转速主要根据允许的切削速度确定,计算公式如下: 其中:D刀具直径(mm);v削速度(m/min);为主轴转速(r/min)。
编程爱好者
3年前339

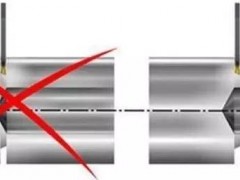
切削用量包括:主轴转速、背吃刀量和侧吃刀量。背吃刀量和侧吃刀量在数控加工中通常称为切削深度和切削宽度。如图(1)所示。图(1) 铣削切削用量切削用量三...
编程爱好者
3年前201

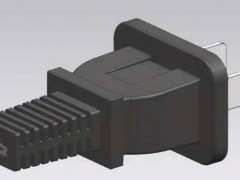
一、冲压模具工艺分析1、实训图纸(xx模具厂冲压模具)2、工艺分析该零件主要是简单外轮廓和内轮廓组成,几何轮廓比较简单,但轮廓尺寸精度要求比较高,为IT7-8...
编程爱好者
3年前155
数控车床编程时,编程人员必须确定每道工序的切削用量。选择切削用量的时候,一定要充分考虑影响切削的各种因素,正确的选择切削条件,合理地确定切削用量,...
编程爱好者
3年前164

零件机械加工的工艺路线是指零件生产过程中,由毛坯到成品所经过的工序先后顺序。在拟定工艺路线时,除了首先考虑定位基准的选择外,还应当考虑各表面加工方...
编程爱好者
3年前249

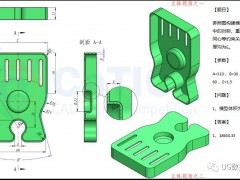
例1图4所示为车床进刀轴架零件,若已知其工艺过程为:(1)划线;(2)粗精刨底面和凸台;(3)粗精镗φ32H7孔;(4)钻、扩、铰φl 6H9孔。试选择各工序的定位基准并...
编程爱好者
3年前858

选择粗基准时,主要要求保证各加工面有足够的余量,使加工面与不加工面间的位置符合图样要求,并特别注意要尽快获得精基面。具体选择时应考虑下列原则:(1) ...
编程爱好者
3年前887

在制订工艺规程时,定位基准选择的正确与否,对能否保证零件的尺寸精度和相互位置精度要求,以及对零件各表面间的加工顺序安排都有很大影响,当用夹具安装工...
编程爱好者
3年前882

零件的结构工艺性是指在满足使用性能的前提下,是否能以较高的生产率和最低的成本方便地加工出来的特性。为了多快好省地把所设计的零件加工出来,就必须对零...
编程爱好者
3年前232

在制订零件的机械加工工艺规程之前,对零件进行工艺性分析,以及对产品零件图提出修改意见,是制订工艺规程的一项重要工作。首先应熟悉零件在产品中的作用、...
编程爱好者
3年前229

这种方法是由测量装置、进给装置和控制系统等组成。它是把测量、进给装置和控制系统组成一个自动加工系统,加工过程依靠系统自动完成。尺寸测量、刀具补偿调...
编程爱好者
3年前228

加工精度是加工后零件表面的实际尺寸、形状、位置三种几何参数与图纸要求的理想几何参数的符合程度。理想的几何参数,对尺寸而言,就是平均尺寸;对表面几何...
编程爱好者
3年前215

经过以上所述,零件加工的工步顺序已经排定,如何将这些工步组成工序,就需要考虑采用工序集中还是工序分散的原则。(1)工序集中就是将零件的加工集中在少数几...
编程爱好者
3年前296

一、套类零件是指带有孔的零件,带有孔有下列几种:1. 紧定孔:这种孔是用来穿插螺栓,螺钉的。它的孔要求不高,一般在4.5级精度以下。2. 回转体零件上的孔。...
编程爱好者
3年前215
轨迹法也称刀尖轨迹法,依靠刀尖的运动轨迹获得形状精度的方法称为轨迹法。即让刀具相对于工件作有规律的运动,以其刀尖轨迹获得所要求的表面几何形状。刀尖...
编程爱好者
3年前189

即先试切出很小部分加工表面,测量试切所得的尺寸,按照加工要求适当调刀具切削刃相对工件的位置,再试切,再测量,如此经过两三次试切和测量,当被加工尺寸...
编程爱好者
3年前202

工件材料牌号或硬度切削用量钻头直径1~66~1212~2222~50铸铁HB160-200m/min16~24mm/r0.07~0.120.12~0.20.2~0.40.4~0.8HB200-241m/min10~18mm/r0.05...
编程爱好者
3年前324

1. 毛坯的材料和种类套类零件一般是用钢,铸铁,青铜,黄铜,铅等材料制成。一般孔径小于20毫米的套筒,其他毛坯采用热轧或冷轧材料,当孔径大于20毫米,带采...
编程爱好者
3年前219

在加工过程中,边加工边测量加工尺寸,并将所测结果与设计要求的尺寸比较后,或使机床继续工作,或使机床停止工作,这就是主动测量法。目前,主动测量中的数...
编程爱好者
3年前226
2025-02-081082
2025-02-081217
2025-02-081190
2025-02-081118
2025-02-081149
2025-02-081145
2025-02-081102
2025-02-081126
2025-02-081071
2025-02-081112