



加工工过程中的过切判别原理
1、直线加工时的过切判别
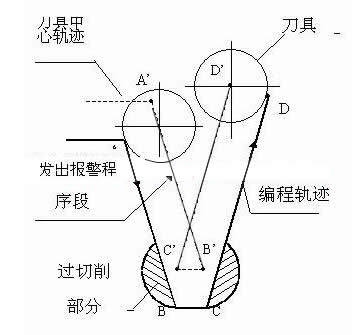
如上图所示,当被加工的轮廓是直线段时,若刀具半径选用过大,就将产生过切削现象。图中,编程轨迹为 ABCD,B′为对应于AB、BC的刀具中心轨迹的交点。当读入编程轨迹CD时,就要对上段刀具中心轨迹B’C’进行修正,确定刀具中心应从B′点移到C′点。显然,这时必将产生如图阴影部分所示的过切削。
直线过切的判别方法
在直线加工时,可以通过编程矢量与其相对应的修正矢量的标量积的正负进行判别。在上图中,BC为编程矢量,B'C'为BC对应的修正矢量,α为它们之间的夹角。则:标量积显然,当(即90o<α<270o)时,刀具就要背向编程轨迹移动,造成过切削。上图中α=180o,所以必定产生过切削。
2、圆弧加工时的过切削判别
在内轮廓圆弧加工(当圆弧加工的命令为 G41G03 或G42G02)时,若选用的刀具半径rD过大,超过了所需加工的圆弧半径R,那么就会产生过切削。

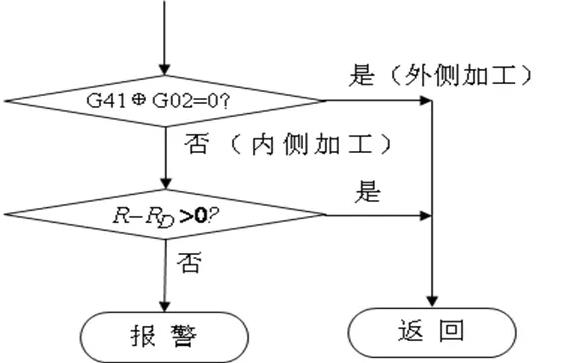
在实际加工中,还有各种各样的过切削情况,限于时间,无法一一列举。但是通过上面的分析可知,过切削现象都发生在过渡形式为缩短型的情况下,因而可以根据这一原则,来判断发生过切削的条件,并据此设计过切削判别程序。
