



前面我们说过C刀补能避免过切现象,是指若编程人员因某种原因编制出了肯定要产生过切的加工程序时,系统在运行过程中能提前发出报警信号,避免过切事故的发生。下面将就过切判别原理进行讨论。
1、 直线加工时的过切判别
下面的图1演示了直线加工时的过切现象。被加工的轮廓是由直线段组成的,若刀具半径选用过大,就将产生过切削,从而导致工件报废。图1中,编程轨迹为 ABCD,B′为对应于AB、BC的刀具中心轨迹的交点。当读入编程轨迹CD时,就要对上段刀具中心轨迹B’C’进行修正,确定刀具中心应从B′点移到C′点。显然,这时必将产生如图1所示的过切削现象。
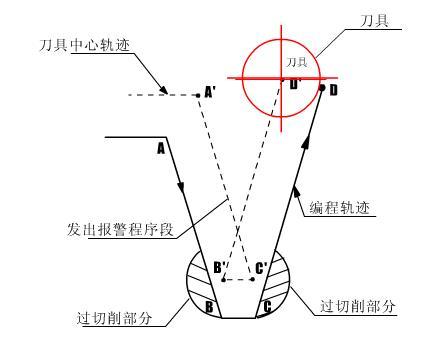
图1
在直线加工时,可以通过编程矢量与其相对应的修正矢量的标量积的正负进行判别。在图中,BC为编程矢量, B’ C’ 为 B C 对应的修正矢量,α为它们之间的夹角。则:
标量积
显然,当 (即90º<α<270º)时,刀具就要背向编程轨迹移动,从而造成过切削。在FLASH动画中α=180º,所以必定产生过切削。
(即90º<α<270º)时,刀具就要背向编程轨迹移动,从而造成过切削。在FLASH动画中α=180º,所以必定产生过切削。
2、圆弧加工时的过切削判别
在内轮廓圆弧加工(当圆弧加工的命令为 G41G03 或G42G02)时,若选用的刀具半径rD过大,超过了所需加工的圆弧半径R,即: r > R 那么就会产生过切削,如图2所示。由此可知,只有当圆弧加工的命令为G41G03或G42G02组合时,才会产生过切削现象;若命令为G41G02或G42G03,即进行外轮廓切削时,就不会产生过切削的现象。分析这两种情况,可得到刀具半径大于所需加工的圆弧半径时的过切削判别流程,如图3所示。下面的图4给出了一个圆弧加工时产生过切的实例。
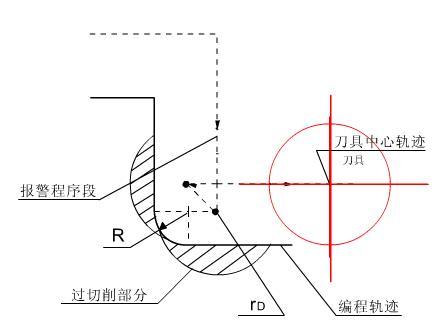
图4
在实际加工中,还有各种各样的过切削情况,限于时间,无法一一列举。但是通过上面的分析可知,过切削现象都发生在过渡形式为缩短型的情况下,因而可以根据这一原则,来判断发生过切削的条件,并据此设计过切削判别程序。






