信息列表
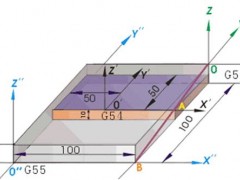
镜像指令及锥度指令1.镜像指令常用镜像功能指令见表,详情参见机床说明书。镜像指令G05X轴镜像G06Y轴镜像G07X、Y轴交换G08X轴镜像,Y轴镜像G09X轴镜像,X、Y轴交换G10Y轴镜像,X、Y轴交换G11Y轴镜像,X轴镜像,X、Y轴交换G12消除镜像2.锥度指令常用锥度功能指令见表...
1、电极丝的选择电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀...
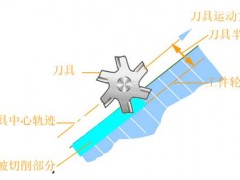
加工如图7.4所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。图7.4 凸轮零件图图7.5 凸轮毛坯1、工艺分析装夹:以ф45㎜的孔和K 面定位在,专用夹具装夹。刀具:用三把ф25㎜的四...
三菱M70攻左牙循环在孔底位置主轴逆转执行攻左牙。(注:攻牙前主轴反转 M04+M08=M13)注在G74指定攻左牙时,进给率调整无效,即使使用进给暂停,循环在复归动作结束之前不会停止。指令方式:G74 X Y Z R FX Y :纹孔在XY平面上的位置坐标Z:攻牙深度。R:循环起点。F...
加工中心G83指令详解如下:G83指令全称深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部,钻孔过程中孔排出切屑。1、指令格式:G83:X__Y__Z__R__Q__F__2、指令说明:(1)Ⅹ、Y:以增量或绝对方式指定被加工孔的位置。(加工孔的位置)。(2)Z:绝对方式...
自动换刀数控机床多采用刀库式自动换刀装置。带刀库的自动换刀系统由刀库和刀具交换机构组成,它是多工序数控机床上应用最广泛的换刀方法。换刀过程较为复杂,首先把加工过程中需要使用的全部刀具分别安装在标准的刀柄上,在机外进行尺寸预调整之后,按一定的方式放...
数控铣削加工工艺性分析是编程前的重要工艺准备工作之一,根据加工实践,数控铣削加工工艺分析所要解决的主要问题大致可归纳为以下几个方面。一、选择并确定数控铣削加工部位及工序内容在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。主要选择的加...
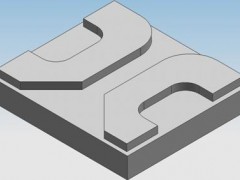
例加工如图1所示的槽,毛坯为70mm×70mm×16mm板材,工件材料为45号钢,六面已经过粗加工,要求编制精加工数控铣削程序。图1铣削加工零件实例工件以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,并固定于铣床工作台上。加工时先走两个圆轨迹,再加工5...
毛坯200㎜×100㎜×30㎜块料,要求铣出如图2-26所示的四棱台,工件材料为蜡块。具体加工工艺和装夹方法和其余各题一样,这里略。程序如下:(用于华中I型铣床)%1978#10=100;底平面EF的长度,可根据加工要求任定#0=#10/2;起刀点的横座标(动点)#100=20;C点的横座...
在数控工艺分析时,首先要对零件图样进行工艺分析,分析零件各加工部位的结构工艺性是否符合数控加工的特点,其主要内容包括:1、零件图样尺寸标注应符合编程的方便在数控加工图上,宜采用以同一基准引注尺寸或直接给出坐标尺寸。这种标注方法,既便于编程,也便于协...
直线插补指令G01(模态指令)格式G1 X… Y… Z … F…G1 AP=… RP=… F…解释X Y Z直角坐标的终点AP=极坐标的终点,这里指极角RP=极坐标的终点,这里指极半径F进给率单位为毫米/分钟指令用途刀具作两点间的直线运动加工时使用该指令,G01表示刀具从当前位置开始以给...
在数控加工中,刀具(严格说是刀位点)相对于工件的运动轨迹和方向称为加工路线。即刀具从对刀点开始运动起,直至结束加工所经过的路径,包括切削加工的路径及刀具引入、返回等非切削空行程。加工路线的确定首先必须保证被加工零件的尺寸精度和表面质量,其次考虑数值...
例加工如图1所示的零件,取零件中心为编程零点,选用φ12键槽铣刀加工,用G65调用完成加工,宏程序用绝对坐标编程。图1宏程序编制实例1%1000;主程序G54 G90 G0 G17 G40 M03;Z50 S2000;Z5;G65 P9010 X-150 Y-50;G65 P9010 X-150 Y50;G65 P9010 X0 Y50;G65 P901...
加工如图1所示的凸轮零件图。主要内容为:凸轮轮廓及槽铣削。工件以其底面和外圆作为定位基准,并进行压紧。工件坐标系原点设在工件中心上,对刀点设在φ14mm孔中心点上方50mm处。选用的刀具为:φ25mm立铣刀、φ8mm键槽铣刀。加工程序如下:图1铣削加工零件实例O001...
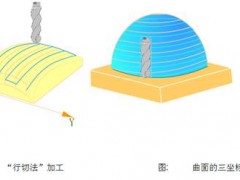
对于边界敞开的直纹曲面,加工时常采用球头刀进行“行切法”加工,即刀具与零件轮廓的切点轨迹是一行一行的,行间距按零件加工精度要求而确定,如图1所示的发动机大叶片,可采用两种加工路线。采用图1(a)的加工方案时,每次沿直线加工,刀位点计算简单,程序少,加工...
编程时,为了简化程序的编制,当一个工件上有相同的加工内容时,常用调子程序的方法进行编程。调用子程序的程序叫做主程序。子程序的编号与一般程序基本相同,只是程序结束字为M99表示子程序结束,并返回到调用子程序的主程序中。调用子程序的编程格式 M98 P~;式中...
工件坐标系:G92指令%MPF100N01 G92 X0 Y0 Z35;N02 G90 G17 G00 G42 D01 X-250 Y-50 S400 M03 M08 ;N03 Z-40 ;N04 G01 X100 F250 ;N05 X0 Y250 ;N06 G03 X-100 Y150 J-100;N07 G02 X-200 Y50 I-100 ;N08 G01 Y-70 ;N09 G00 G40 Z35 M05 M09 ;N10 X0 Y0;N11 ...
在常规的主程序和子程序内,总是将一个具体的数值赋给一个地址。为了使程序更具通用性、更加灵活,在宏程序中设置了变量,即将变量赋给一个地址。(1)变量的表示变量可以用“#”号和跟随其后的变量序号来表示:#i(i=1,2,3......)例:#5, #109, #501。(2)变量的引...
例:已知待加工工件轮廓如图所示,加工路径为A→B→C→D→E→F→G→H→A,要求铣削深度为10mm。分别采用绝对、相对坐标编程,其程序为: 绝对坐标编程:O1;G90G17G54G00Z100.0S1000M03;X0.Y0.;X40.0Y40.0;Z5.0;G01Z-10.0F100;Y60.0F120;X30.0;X40.0Y90.0;X8...
确定加工方案时,首先应根据主要表面的尺寸精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法,即精加工的方法,再确定从毛坯到最终成形的加工方案。在加工过程中,工件按表面轮廓可分为平面类和曲面类零件,其中平面类零件中的斜面轮廓又分为有固定...
立式加工中心XH715D,工作台尺寸:520mm×1200mm。外轮廓采用平底铣刀加工,刀具直径 mm,加工深度8mm ,铝棒料毛坯 mm。内槽: 平底铣刀 mm,内腔深度5mm。(图1)。图1 铣削零件各点的坐标:1 (15,35) 2 (35,15) 3 (35,-22.5) 4 (22.5,-35)5 (12.5,-35) 6 (-12.5,-35...
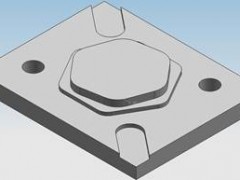
图34为盒型模具的凹模零件图,该盒型模具为单件生产,零件材料为T8A,分析其数控加工工艺。1)零件图工艺性分析该盒型模具为单件生产,零件材料为T8A,外形为一个六面体,内腔型面复杂。主要结构是由多个曲面组成的凹型型腔,型腔四周的斜平面之间采用半径为7.6㎜的...
G00、G01、G02、G03指令的程序段格式分别为G00 X_ Y_ Z_;快速点定位指令G01X_ Y_ Z_ F_;直线插补指令,F的单位为mm/minG02/G03 X_ Y_ I_ J_ F_;或G02/G03 X_ Y_ R_ F_;圆弧插补指令顺时针:G90 G02 X321.65 Y280 R-145.6 F30G90 G02 X321.65 Y280 I40 J140 F30G9...
加工程序分为主程序和子程序,一般地,NC执行主程序的指令,但当执行到一条子程序调用指令时,NC转向执行子程序,在子程序中执行到返回指令时,再回到主程序。当我们的加工程序需要多次运行一段同样的轨迹时,可以将这段轨迹编成子程序存储在机床的程序存储器中,每... |