动态列表
镜像指令及锥度指令1.镜像指令常用镜像功能指令见表,详情参见机床说明书。镜像指令G05X轴镜像G06Y轴镜像G07X、Y轴交换G08X轴镜像,Y轴镜像G09X轴镜像,X、Y轴交换G10Y轴镜像,X、Y轴交换G11Y轴镜像,X轴镜像,X、Y轴交换G12消除镜像2.锥度指令常用锥度功能指令见表...
1、电极丝的选择电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1mm)范围内,一般用于各种窄缝的精加工,但价格昂贵。黄铜丝适合于慢速加工,加工表面粗糙度和平直度较好,蚀...
加工如图7.4所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。图7.4 凸轮零件图图7.5 凸轮毛坯1、工艺分析装夹:以ф45㎜的孔和K 面定位在,专用夹具装夹。刀具:用三把ф25㎜的四...
三菱M70攻左牙循环在孔底位置主轴逆转执行攻左牙。(注:攻牙前主轴反转 M04+M08=M13)注在G74指定攻左牙时,进给率调整无效,即使使用进给暂停,循环在复归动作结束之前不会停止。指令方式:G74 X Y Z R FX Y :纹孔在XY平面上的位置坐标Z:攻牙深度。R:循环起点。F...
加工中心G83指令详解如下:G83指令全称深孔往复排屑钻孔循环指令。指令执行间歇切削经给到孔的底部,钻孔过程中孔排出切屑。1、指令格式:G83:X__Y__Z__R__Q__F__2、指令说明:(1)Ⅹ、Y:以增量或绝对方式指定被加工孔的位置。(加工孔的位置)。(2)Z:绝对方式...
自动换刀数控机床多采用刀库式自动换刀装置。带刀库的自动换刀系统由刀库和刀具交换机构组成,它是多工序数控机床上应用最广泛的换刀方法。换刀过程较为复杂,首先把加工过程中需要使用的全部刀具分别安装在标准的刀柄上,在机外进行尺寸预调整之后,按一定的方式放...
数控铣削加工工艺性分析是编程前的重要工艺准备工作之一,根据加工实践,数控铣削加工工艺分析所要解决的主要问题大致可归纳为以下几个方面。一、选择并确定数控铣削加工部位及工序内容在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。主要选择的加...
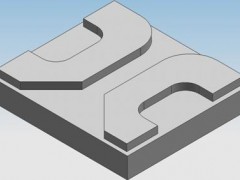
例加工如图1所示的槽,毛坯为70mm×70mm×16mm板材,工件材料为45号钢,六面已经过粗加工,要求编制精加工数控铣削程序。图1铣削加工零件实例工件以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,并固定于铣床工作台上。加工时先走两个圆轨迹,再加工5...
毛坯200㎜×100㎜×30㎜块料,要求铣出如图2-26所示的四棱台,工件材料为蜡块。具体加工工艺和装夹方法和其余各题一样,这里略。程序如下:(用于华中I型铣床)%1978#10=100;底平面EF的长度,可根据加工要求任定#0=#10/2;起刀点的横座标(动点)#100=20;C点的横座...
在数控工艺分析时,首先要对零件图样进行工艺分析,分析零件各加工部位的结构工艺性是否符合数控加工的特点,其主要内容包括:1、零件图样尺寸标注应符合编程的方便在数控加工图上,宜采用以同一基准引注尺寸或直接给出坐标尺寸。这种标注方法,既便于编程,也便于协...
直线插补指令G01(模态指令)格式G1 X… Y… Z … F…G1 AP=… RP=… F…解释X Y Z直角坐标的终点AP=极坐标的终点,这里指极角RP=极坐标的终点,这里指极半径F进给率单位为毫米/分钟指令用途刀具作两点间的直线运动加工时使用该指令,G01表示刀具从当前位置开始以给... |