工件坐标系设定 除了可用前面提到的G92指令设定工件坐标系外,在铣削加工编程中还可采用另外一组坐标系设定指令,即G54~G59。
要采用G54~G59指令,操作者在实际加工前,应测量工件坐标系原点与机床坐标系原点之间的偏置值,并在数控系统中预先设定。这个值叫做“工件零点偏置”,如图1所示。在移动刀具时,工件零点偏置便加到机床坐标系上,并按此来控制刀具运动。
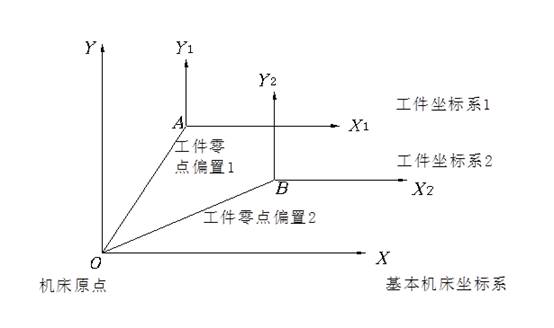
图1 工件零点偏置
对于每一个零点偏置值,可分别对应G54、G55、G56、G57、G58、G59指令,因此共可指定6个工件坐标系,供程编人员选用。实际加工程序编制工作中,常遇到下列情况:箱体零件上有多个加工面;同一个加工面上有几个加工区;在同一机床工作台上安装几个相同的加工零件。此时,对各加工零件、各加工区或加工面,允许用G54~G59指令分别设定工件坐标系,编程时加以调用。例如,图2所示在一个面上加工多个二维槽,每个槽有各自的尺寸基准,为便于编程,设定四个工件坐标系,分别用G54、G55、G56、G57四个原点偏置寄存器存放O1、O2、O3、O4四个工件原点相对于机床坐标系原点的偏移值。
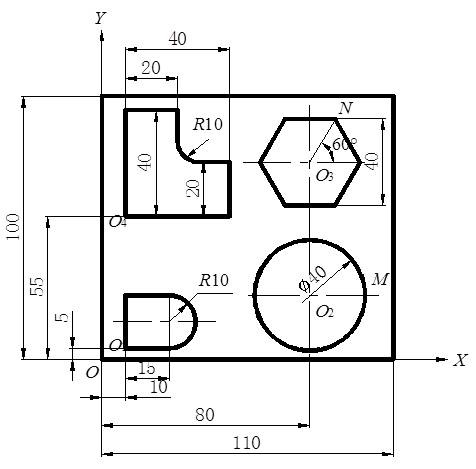
图2 多个工件零点的设置
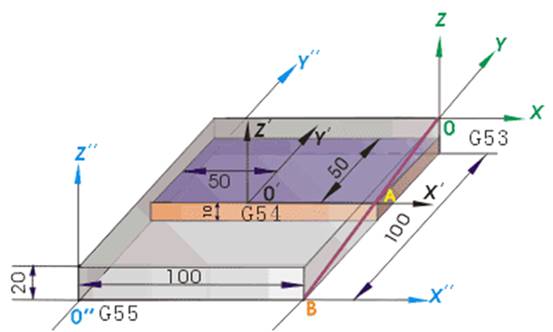
例:在图中,用 CRT/MDI在参数设置方式下设置了两个加工坐标系:
G54:X-50 Y-50 Z-10
G55:X-100 Y-100 Z-20
这时,建立了原点在O′的G54加工坐标系和原点在O″的G55加工坐标系。若执行下述程序段:
N10 G53 G90 X0 Y0 Z0
N20 G54 G90 G01 X50 Y0 Z0 F100
N30 G55 G90 G01 X100 Y0 Z0 F100
则刀尖点的运动轨迹如图3中OAB所示。