



攻丝加工按照底孔方式的不同分为通孔攻丝和盲孔攻丝,因而攻丝排屑的方式就有所不同。通孔攻丝希望切屑向着攻丝进给方向排出,这样可以减少切屑堵塞和切屑对已加工表面的划擦和挤压,提高攻丝加工精度;而对于盲孔攻丝,则希望切屑沿丝锥柄部方向排出,防止切屑堵塞在容屑槽内和掉在孔底部,造成切削力增加;对于难加工材料攻小深孔内螺纹,如何减小攻丝切削力是应考虑的首要问题。因此,针对不同的攻丝条件,需要解决问题的侧重点也不同,所用的丝锥结构也有所不同。
1 不同结构丝锥的攻丝特性
图1为4种结构丝锥的实物照片,从左至右分别为:M3×0.5直槽丝锥,经过修磨;M3×0.5螺旋槽丝锥;M8×1.25刃倾角丝锥,经过修磨;M3×0.5刃倾角丝锥;M3×0.5直槽丝锥。
普通直槽丝锥结构最简单,其刃倾角为零,各切削齿的切削层面积呈阶跃式增加,易产生振动,主要起切削作用的是顶刃和两个侧刃。由于小直径丝锥螺纹型面都不铲磨,切削后角为零,切削时产生的熨压力和摩擦力很大,因而攻丝扭矩大。
刃倾角丝锥不同于普通直槽丝锥的是其切削锥有一刃倾角,刃倾角一般都是大于零,有利于排屑,适用于通孔攻丝。刃倾角丝锥各切削齿切入时,切削层面积逐渐增加,因此,切入过程平稳,而且刃倾角丝锥是斜角切削,实际切削前角大于名义前角,增加了刀齿的相对强度。
修磨丝锥是对直槽丝锥和刃倾角丝锥的切削齿和校正齿的后刀面进行修磨。在切削齿和校正齿上造成双后角结构,可以大大降低切削齿和校正齿与工件的接触面积,摩擦扭矩降低。对于钛合金这类难加工材料攻丝,必须使用这种修磨丝锥。
螺旋槽丝锥容屑槽是螺旋状的,根据旋向的不同分为左旋和右旋。左旋螺旋槽丝锥攻丝时切屑向下排,适合于通孔;右旋螺旋槽丝锥攻丝时切屑向上排出,适合于盲孔。螺旋槽丝锥的实际前角增大,切削顺利,降低切削扭矩,切入过程平稳,切屑为螺旋状,易于排出。由于螺旋槽升角较在,丝锥每个切削齿的上下两个侧刃切削条件明显不同,一个是以正前角切削,一个是以负前角切削,因此,螺纹左右两侧面的表面质量有所不同,对于精密内螺纹攻丝一般不采用螺旋槽丝锥。
2 不同结构丝锥攻丝试验研究
2.1 钛合金Tc4攻丝
4种结构丝锥攻钛合金的试验结果如表1所示。切削条件:工件材料为钛合金Tc4;底孔为2.5×10通孔;丝锥为M3×0.5;切削液为自配(油酸+煤油+二硫化钼);普通攻丝速度为39r/min;振动攻丝速度为39r/min;振幅为0.275mm;频率为8.2Hz。
表1 不同结构丝锥攻丝结果

注:M42丝锥尺寸M8×1.25;底孔6.9×15通孔
试验结果表明:
螺旋槽丝锥不适合钛合金Tc4攻丝,因为螺旋槽丝锥切削齿上下两个切削刃切削条件不同,以负前角切削的切削刃切削条件差,造成切削扭矩增加,致使丝锥扭断;
普通直槽丝锥不能用于钛合金Tc4攻丝,通常情况下丝锥进入底孔5mm左右就被扭断;
经过修磨的直槽丝锥可以稳定地在钛合金Tc4上攻出小深孔内螺纹。图2为两种结构丝锥扭断前的攻丝扭矩。图2a为普通直槽丝锥;图2b为经过修磨的直槽丝锥。无论对于哪种结构的丝锥,丝锥扭断前攻丝扭矩曲线都呈现不规则变化,见图2AB,说明此时丝锥变形复杂。对于普通直槽丝锥,在攻丝扭矩出现不规则变化时(见图2a
A点),其扭矩值较大,且可以观察到丝锥间断切削现象,此间断切削持续很短时间,丝锥就被扭断(见图2a
A、B点);经过修磨的直槽丝锥出现间断切削时,其扭矩变化规律与直槽丝锥相同,但是,其间断切削起点的切削扭矩要小,而且持续的时间长,这使在线检测丝锥攻丝状况和改善切削参数成为可能。产生上述现象的原因在于钛合金Tc4弹性模量小,攻丝后产生的回弹大,经过修磨的丝锥可以显著降低由回弹造成的摩擦力;
刃倾角丝锥攻钛合金Tc4时的部分切削扭矩曲线如图3所示。图中ab段为正常攻丝阶段,bc段为非正常攻丝阶段,伴有丝锥的不规则振动和异常噪声,b点一般出现在丝锥进入底孔5~6mm处。刃倾角丝锥攻出一个底孔后,切削锥刀齿会产生微小崩刃,这是由于其未经修磨,刀齿后刀面与工件表面接触长度较大,造成摩擦扭矩上升,工艺系统产生振动。但是,相比普通直槽丝锥,刃倾角丝锥切削扭矩小,而且能攻出完整螺纹,经过修磨,其切削性能优于经过修磨的直槽丝锥。上述试验结果说明,钛合金Tc4攻丝宜选用经过修磨的刃倾角结构丝锥。
2.2 普通材料攻丝
表2 不同结构丝锥的攻丝扭矩单位:kg.cm
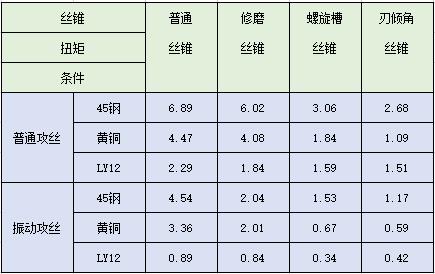
表2为不同结构丝锥攻45钢、黄铜和铝合金LY12的攻丝扭矩值,试验条件:工件材料为45钢、黄铜、铝合金LY12,丝锥为M3×0.5高速钢丝锥;底孔为2.6×10通孔;切削液为30号机油;普通攻丝转速为39r/min;振动攻丝转速为39r/min;振幅为0.275mm;频率为8.2Hz。
试验中螺旋槽丝锥和刃倾角丝锥为日本生产的优质丝锥,刃磨质量好,所以攻丝扭矩明显较低,特别对于相对较难加工的45钢和黄铜,降低值较铝合金大。对于螺旋槽丝锥和刃倾角丝锥,试验结果表明刃倾角丝锥优于螺旋槽丝锥,刃倾角丝锥结构也简单,易于修磨,对于通孔应优先选用刃倾角丝锥。经过修磨的丝锥减小了丝锥与被加工螺纹之间的摩擦面积,切削扭矩减小,对于振动攻丝方法,由于改善了润滑条件,降低了摩擦系数,修磨丝锥降低切削扭矩的效果明显,对于加工性相对较差的45钢和黄铜,修磨丝锥降低切削扭矩的效果明显。
2.3 钛合金Tc4攻丝切屑形态
螺旋槽丝锥普通攻丝的切屑为直长带状切屑,切屑背面有明显锯齿状,与车削钛合金Tc4的切屑类似;振动攻丝的切屑为螺旋长带状切屑,而且切屑硬度较低,说明振动攻丝切屑形成时变形小,加工硬化程度轻。刃倾角丝锥和直槽丝锥的切屑形态相同,普通攻丝时切屑为细小的颗粒状切屑,易卡在丝锥与工件表面之间,划伤已加工表面;振动攻丝的切屑为短的C型切屑,易排出,所以振动攻丝的螺纹表面质量较高。综上试验观察到的现象,振动攻丝的切屑形态优于普通攻丝。
3 结束语
丝锥结构选择的原则是:通孔攻丝宜选用左旋螺槽丝锥和刃倾角丝锥;盲孔只能选用右旋螺旋槽丝锥;直槽丝锥适用于通孔和盲孔;对于要求高的精密内螺纹,宜选用刃倾角丝锥和直槽丝锥。
不同结构的丝锥切削扭矩不同。螺旋槽丝锥和刃倾角丝锥增加了实际切削前角,切削顺利,因而切削扭矩降低。攻丝时摩擦扭矩的作用不可忽视,采用双后角结构丝锥可以显著降低摩擦扭矩。
实测表明选用任何结构的丝锥,振动攻丝的切削扭矩均明显低于普通攻丝的切削扭矩,而且振动攻丝的实测扭矩曲线表明,其切削扭矩变化平稳。
对于加工性较差的材料攻丝,修磨丝锥的切削扭矩降低值大,钛合金Tc4攻丝时,修磨丝锥的切削效果特别明显,因此,对于难加工材料攻丝,宜选用修磨丝锥。
螺旋槽丝锥振动攻丝为螺旋长带状切屑,易于排出,普通攻丝为直长带状切屑,在丝锥退回时易卡在容屑槽内;直槽丝锥和刃倾角丝锥普通攻丝时切屑为细碎状,容易卡在丝锥与被加工螺纹之间,划伤已加工表面,振动攻丝为短的C型切屑,容易排出,因此,对于通孔攻丝,宜选用刃倾角丝锥振动攻丝的方法有利于排屑。






