

图1加工任务图参考程序:○0001;(主程序)G90 G40 G21 G17 G94;G50.1 X0 Y0G91 G28 Z0;G90 G54 M3 S680;M08M98 P0002G51.1 X0M98 P0002G50.1 X0M09M30○...
aishukong
2023-05-22 16:30910
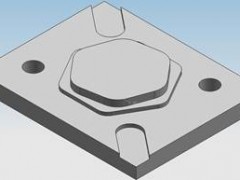
图1 加工任务图参考程序:(1)正六边形加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M03 S400;G00 X0 Y55.0;Z5.0 M08;G01 Z-6. F60;G41 D...
aishukong
2023-05-22 13:04880

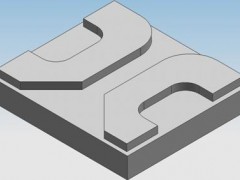
图1所示的槽形零件,其毛坯为四周已加工的铝锭(厚为20mm),槽宽6mm,槽深2mm。试编写该槽形零件加工程序。①工艺和操作清单。该槽形零件除了槽的加工外,还...
阿凡达
3年前214

例加工如图1所示的零件,取零件中心为编程零点,选用φ12键槽铣刀加工,用G65调用完成加工,宏程序用绝对坐标编程。图1宏程序编制实例1%1000;主程序G54 G90 ...
aishukong
3年前601
铣削编程实例(FANUC系统)N01 G90 G17 G00 G42 D01X50 Y70 S400 M03 M08;N02 Z-240N03 G01 X400 F250N04 X300 Y370N05 G03 X300 Y270 J-100N06 G02 X200 Y17...
aishukong
2023-05-21 18:01905

立式加工中心XH715D,工作台尺寸:520mm×1200mm。外轮廓采用平底铣刀加工,刀具直径 mm,加工深度8mm ,铝棒料毛坯 mm。内槽: 平底铣刀 mm,内腔深度5mm。(...
aishukong
3年前544
1) 刀具半径补偿建立与取消指令G41/G42、G40程序段格式为G00/G01 G41/G42 X_ Y_ D_(F_);建立补偿,G01编程时才有F指令G00/G01 G40 X_ Y_(F_);取消半经...
aishukong
2023-05-21 17:02683

G00、G01、G02、G03指令的程序段格式分别为G00 X_ Y_ Z_;快速点定位指令G01X_ Y_ Z_ F_;直线插补指令,F的单位为mm/minG02/G03 X_ Y_ I_ J_ F_;或G02/G03 ...
aishukong
3年前400

一个完整的加工程序是由若干程序段组成,而每个程序段是由一个或若干个指令字组成。指令字代表某一信息单元,每个指令字又由字母、数字、符号组成。如:O1234...
阿凡达
3年前218

本模块学习非圆二次曲线的车削加工方法,通过实例熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法,理解数控加工宏程序的编制方法。1、零件...
阿凡达
3年前577

数控车圆弧坐标点的计算和编程实例(附华中数控系统和FANUC系统代码对照)
坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O202N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N...
阿凡达
3年前370

本文学习复杂内外轮廓的车削加工方法,需要熟练掌握尺寸精度、形状位置公差和表面粗糙度的控制方法和确保方法。1、零件图纸图1高级实训图一2、工艺分析:(1...
阿凡达
3年前425

华中数控系统HNC-21/22T 为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循...
阿凡达
3年前249

数控车加工零件几何特点分析、加工工序安排、刀具切削参数选择及编程实例
1、零件工艺分析1)零件几何特点:如下图所示,该零件由外圆柱面、槽和螺纹以及内孔组成,其几何形状为圆柱形的轴类零件,零件只要求径向尺寸精度为±0.03,...
阿凡达
3年前532

考虑刀尖半径补偿,编制图1所示零件的加工程序图1刀具圆弧半径补偿编程实例%100 N1 T0101(换一号刀,确定其坐标系)N2 M03 S400(主轴以400r/min正转)N3 G0...
阿凡达
3年前265

圆柱螺纹编程螺纹导程为 1.5mm, δ=1.5mm, δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm图 螺纹编程实例%1021N1 G92 X50 Z120 ...
阿凡达
3年前286

车床编程实例——倒角指令编程图1倒角编程实例%520N10 G92 X70 Z10(设立坐标系,定义对刀点的位置)N20 G00 U-70 W-10(从编程规划起点,移到工件前端面中心...
阿凡达
3年前251

对图1所示的55°圆锥管螺纹ZG2″编程。根据标准可知,其螺距为2.309mm(即25.4/11),牙深为1.479mm,其它尺寸如图(直径为小径)。用五次吃刀,每次吃刀量(...
阿凡达
3年前218

锥螺纹加工:格式:G32 X (U)__ Z (W)__ F__X-直径上的终点坐标值,U为从起刀点到螺纹指定直径的距离Z---加工螺纹走刀长度,W为从起刀点到螺纹指定长度的距...
阿凡达
3年前322

例如图1所示工件,需要进行精加工,其中φ85mm外圆不加工。毛坯为φ85mm×340mm棒材,材料为45钢。图1车削编程实例工件以φ85mm外圆及右中心孔为定位基准,用...
阿凡达
3年前276
