



例 如图1所示工件,需要进行精加工,其中φ 85mm 外圆不加工。毛坯为φ 85mm × 340mm 棒材,材料为45钢。
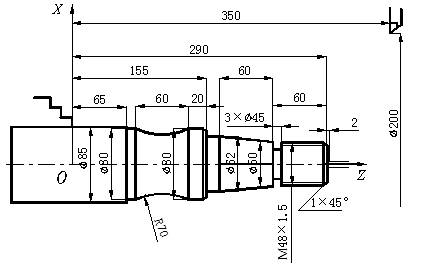
图1 车削编程实例
工件以φ 85mm 外圆及右中心孔为定位基准,用三爪自定心卡盘夹持φ 85mm 外圆,用机床尾座顶尖顶住右中心孔。加工时自右向左进行外轮廓面加工,走刀路线为:倒角——车螺纹外圆——车圆锥——车φ 62mm 外圆——倒角——车φ 80mm 外圆——车R 70mm 圆弧——车φ 80mm 外圆——切槽——车螺纹。根据加工要求,采用三把刀具:1号刀车外圆,2号刀切槽,3号刀车螺纹。
精加工程序如下:
O0003;
N 10 G 50X200.0 Z350.0; 工件坐标系设定
N 20 G 30 U0 W0 T0101; 换1号刀
N20 S 630 M 03;
N 30 G 00 X41.8 Z 292.0 M 08; 快速进给
N 40 G 01 X48.34 Z 289.0 F 0.15; 车端面
N50 Z230.0; 车螺纹外圆
N60 X50.0; 车台阶
N70 X62.0 W-60.0; 车圆锥
N80 Z155. 0; 车φ 62mm 外圆
N90 X78. 0; 车台阶
N100 X80.0 W-10.0; 倒角
N110 W-19. 0; 车φ 80mm 外圆
N 120 G 02 W-60.0 I3.25 K-30.0; 车R 70mm 圆弧
N 130 G 01 Z65.0; 车φ 80mm 外圆
N140 X90. 0; 车台阶
N 150 G 00 X200.0 Z350.0 T 0100 M 09; 退刀
N 160 G 30 U0 W0 T0202; 换2号刀
N170 S 315 M 03;
N 180 G 00 X51.0 Z 227 M 08;
N 190 G 01 X45. 0 F 0.16; 切槽
N 200 G 04 O5. 0 ; 暂停进给5s
N 210 G 00 X51.0;
N220 X200.0 Z350.0 T 0200 M 09;
N 230 G 30 U0 W0 T0303; 换3号刀
N240 S 200 M 03;
N 250 G 00 X62.0 Z 296.0 M 08; 快速接近车螺纹进给刀起点
N 260 G 92 X47.54 Z 228.5 F 1.5; 螺纹切削循环,螺距为 1.5mm
N270 X46. 94; 螺纹切削循环,螺距为 1.5mm
N280 X46. 54; 螺纹切削循环,螺距为 1.5mm
N290 X46. 38; 螺纹切削循环,螺距为 1.5mm
N 300 G 00 X200.0 Z350.0 T 0300 M 09;
N 310 M 05;
N 320 M 30;
