



1、零件工艺分析
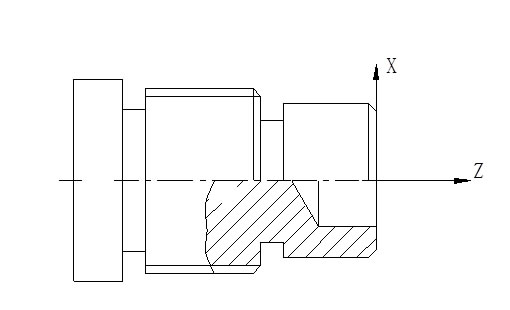
1)零件几何特点:如下图所示,该零件由外圆柱面、槽和螺纹以及内孔组成,其几何形状为圆柱形的轴类零件,零件只要求径向尺寸精度为±0.03,轴向没有要求,内孔表面粗糙度为3.2μm,需采用粗、精加工,外圆柱面因表面粗糙度为6.3μm,只要一把刀就可达到要求。
2)加工工序
毛坯为Ø55的棒料,材料为45钢,外形没加工 ,根据零件图样要求其加工工序为:
① 建立工件坐标系,并输入刀补值。坐标系如图所示:
② 平端面,选用90°外圆车刀,可采用G94指令。
③ 外圆柱面车削,选用90°外圆车刀,可采用G71、G70指令。
④ 点孔加工,选用φ3.15mm中心钻
⑤ 钻孔加工,选用φ20mm锥柄麻花钻,手动,利用尾座完成
⑥切槽加工,采用刀宽为4mm的切断刀。
⑦切螺纹,采用60°的螺纹车刀,可采用G92循环指令。
⑧粗镗孔,选用内孔镗刀,可用G85镗孔循环
⑨精镗孔,选用内孔镗刀,可用G85镗孔循环
⑩ 切断,采用刀宽为4mm的切断刀。
2、各工序刀具及切削参数选择
| 序号 | 加工面 | 刀具号 | 刀具规格 | 主轴转速n/rmin-1 | 进给速度V/mm.min | |
| 类型 | 材料 | |||||
| 1 | 端面 | T01 | 90°外圆车刀 | 硬质合金 | 500 | 60 |
| 2 | 外圆柱面 | T01 | 90°外圆车刀 | 500 | 60 | |
| 3 | 点孔加工 | φ3.15mm中心钻 | 高速钢 | 400 | 40 | |
| 4 | 钻孔加工 | φ20mm锥柄麻花钻 | 200 | 40 | ||
| 5 | 切槽 | T03 | 切断刀(刀宽4mm) | 硬质合金 | 400 | 40 |
| 6 | 切螺纹 | T04 | 60°的螺纹车刀 | 300 | 450 | |
| 7 | 粗镗孔 | T02 | 内孔镗刀 | 500 | 60 | |
| 8 | 精镗孔 | T02 | 内孔镗刀 | 1000 | 40 | |
| 9 | 切断 | T03 | 切断刀(刀宽4mm) | 400 | 40 | |
说明:
01号刀为基准刀,采用试切法对刀。
3、 新指令的格式与用法
镗孔的固定循环G85
格式:
G85 X(U) C(H) Z(W) R Q P F M K ;
指令中参数的含义;
X(U) C(H) 或Z(W) C(H) :孔位置坐标。
Z(W) 或 X(U) :孔底部坐标,以相对坐标W或U表示时为R点到孔底的距离。
R :出始点到R点的距离,有正负号
P :刀具在孔底停留延迟时间。
F :钻孔进给速度,以mm/min表示。
K :钻孔重复次数,缺省K=1。
M:C轴夹紧M代码。
4、加工过程
| 序号 | 工 步 | 工 步 图 | 说 明 |
| 1 | 建立工件坐标系 |  | 建好工件坐标系 |
| 2 | 切端面 |  | 用G94车削 |
| 3 | 外圆轮廓车削 |  | 用G71、G70车削 |
| 4 | 点孔、钻孔 |  | 点孔加工,选用φ3.15mm中心钻 钻孔加工,选用φ20mm锥柄麻花钻 |
| 5 | 切槽 |  | 用G01,刀宽6mm F40mm/min S500r/min |
| 6 | 切螺纹 |  | 用G92指令切削 |
| 7 | 粗镗孔 |  | 镗到Ø23.5 |
| 8 | 精镗孔 |  | 用G85车削 F40mm/min S1000r/min |
| 9 | 切断 |  | 用G01指令切 |
5、参考程序:
O0005
N10 G00 X120 Z200; 换刀点
N20 T0100 换1号刀
N30 M03 S500; 主轴顺转
N40 G00 X60 Z3; 刀具定位
N50 G94 X0 Z0 F60; 端面车削循环
N60 G00 X56 Z2; 刀具定位
N70 G71 U2 R1; 轮廓粗车循环
N80 G71 P90 Q165 U0.5 W0.25 F60; 轮廓粗车循环
N90 G01 X32 F40 S1000;
N100 X40 Z-2;
N110 G01 Z-30;
N120 X42;
N130 X46 Z-32
N140 Z-66;
N150 X52;
N160 Z-82;
N165 X60;
N170 G00 X56; 刀具定位
N180 Z2;
N190 G70 P90 Q165; 精车循环
N200 G00 X100; 换刀点
N210 Z150; 换刀点
N220 S400; 主轴转速400
N230 T0303 换3号刀
N240 G00 X50 Z-30; 刀具定位
N250 G01 X32 F40;
N260 G04 X2; 暂停2秒
N270 G01 X44 F150;
N280 G00 Z-28; 刀具定位
N290 G01 X32 F40;
N300 G04 X2 暂停2秒
N310 G01 X50 F150;
N320 G00 Z-66; 刀具定位
N330 G01 X38 F40;
N340 G04 X2; 暂停2秒
N350 G01 X50 F150;
N360 G00 Z-64; 刀具定位
N370 G01 X38 F40;
N380 G04 X2; 暂停2秒
N390 G01 X50 F150;
N400 G00 X100; 换刀点
N410 Z150 T0300; 取消3号刀补
N420 T0404; 换4号刀
N430 G00 X50 Z-26 S300; 刀具定位
N440 G92 X45.2 Z-63 F1.5 螺纹切削循环
N450 X44.6;
N460 X44.2;
N470 X44.04;
N475 X44.04;
N480 G00 X100 S500; 换刀点
N490 Z150 T0400; 取消4号刀补
N500 T0202 ; 换2号刀
N510 G00 X18 Z12; 刀具定位
N520 G85 X20 Z-15 R-10 P5000 F40; 钻孔循环
N530 X22;
N540 X23.5;
N550 S1000;
N560 G85 X24 Z-15 R-10 P5000 F40; 钻孔循环
N570 G00 Z200; 换刀点
N580 X150; 换刀点
N590 T0200; 取消2号刀补
N600 T0303; 换3号刀
N610 G00 X56 Z-82; 刀具定位
N620 G01 X1 F40 S400;
N630 G00 X100; 换刀点
N640 Z150 T0300; 取消3号刀补
N650 M05; 主轴停止
N660 M30; 程序结束
