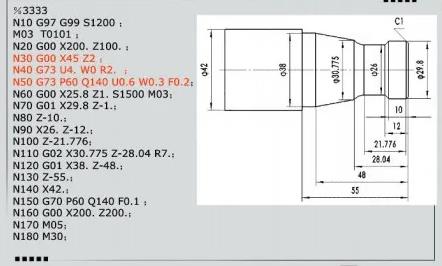
G73U W R
G73P Q U W F S T
第一行中的U是X向的切削量(半径值),计算方法是毛坯直径减去图纸上工件的最小直径然后再除以2,W是Z向的切削量,R进刀次数,也就是分几刀把这些余量切完。
1、X、Y 轴快速定位。
2、Z轴快速定位到R点。
3、孔加工
4、孔底动作。
5、Z轴返回R点。
6、Z轴快速返回初始点。
数控车床编程基础
1、坐标系、程序的基本知识G代码,M功能
2、G00—快速定位G01—直线插补,G02、G03—圆弧插补
3、G90——单一外圆车削循环
4、G94——单一端面车削循环
5、宇龙仿真软件的使用
6、G92螺纹车削循环