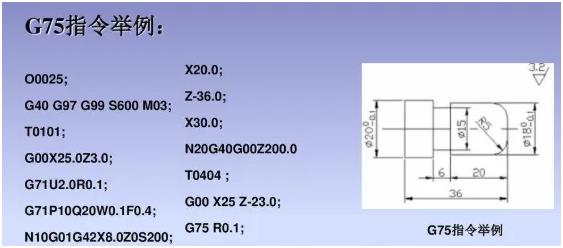
g75编程实例及解释如下:
第一段G75R退刀量。
第二段G75X重点坐标,Z终点坐标,P横向偏刀量微米为单位,Q纵向偏刀量微米为单位,F进给量。例如一个10×10的工件切断程序,以最左为原点右刀尖对刀G0X12Z0M8。
G75R0.5。
G75X1Z0P2000Q1000F0.08。
G0X150Z150M5。
T0100G0U0W0。
数控车床的操作,数控车床加工实例
1、上机安全教育、机床的维护保养、熟悉机床面板,手动操作机床练习对刀及程序的输入,简单零件加工,带螺纹零件加工
2、综合加工并讲解加工工艺
3、刀补,磨耗的应用及讲解
4、简单内孔加工对刀,工艺等讲解
5、内螺纹加工讲解及练习
6、内孔综合加工练习及讲解
7、配合件加工练习及讲解
8、补充讲解