



G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70
该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:
G70 P____Q____U____W____;
指令中各参数的意义如下:
P:精车程序第一段程序号;
Q:精车程序最后一段程序号;
U:沿X方向的精车余量;
W:沿Z方向的精车余量。
编程注意事项:
(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
图a
图b
(2)外圆/内孔粗车循环G71
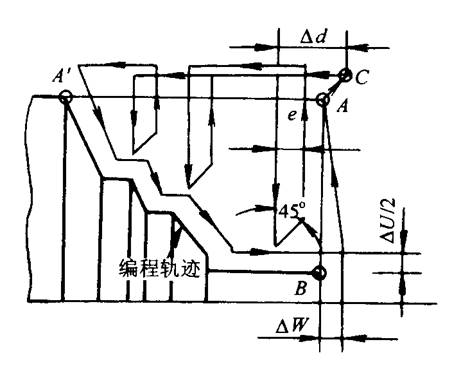
该指令适用于毛坯料的粗车外径与粗车内径。如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。该指令的执行过程如图a所示,其指令格式为:
G71 U(Δd) R(e);
G71 P____ Q____ U(Δu) W(Δw) F____S____T____;
N(P)……
…… 用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹
N(Q)……
指令中各参数的意义如下:
Δd:车削深度,无符号。车削方向取决于方向AA΄。该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。
F、S、T:粗车过程中从程序段号P到Q之间包括的任何F、S、T功能都被忽略,只有G 71指令中指定的F、S、T功能有效
编程实例 如图b所示为要进行外圆粗车的短轴,粗车深度定为lmm,退刀量为lmm,精车削预留量X方向为0.5mm,Z方向为0.25mm,粗车进给率为0.3mm/r,主轴转速为550r/min,数控程序编写如下:
N6 G50 X200.0 Z220.0;定义程序原点
N8 G30 U0 W0;
N10 T0100 M08; 调01号粗车刀
N12 G00 Xl60.0 Z 180.0;刀具快速走到粗车循环起始点
N14 G71 U1.0 R1.0; 定义G71粗车循环,切削深度lmm,退刀量lmm
N16 G71 P18 Q30 U0.5 W0.25 F0.3 S550;粗车主轴转速550r/min,进给率0.3mm/r
N18 G00 X40.0; 程序段号N18到N30定义精车削刀具轨迹
N20 G01 W-40.0 F0.15;
N22 X60.0 W-30.0;
N24 W-20.0;
N26 X100.0 W-10.0;
N28 W-20.0;
N30 X140.0 W-20.0;
N32 G30 U0 W0;
N34 T0303; 调03号精车刀
N36G70P18Q30; 粗车后精车削
(2)端面粗车循环G72
如图a所示,G72指令的含义与G71相同,不同之处是刀具平行于X轴方向切削,它是从外径方向往轴心方向切削端面的粗车循环,该循环方式适于圆柱棒料毛坯端面方向粗车。G72端面粗车循环编程指令格式为:
G72 U(Δd) R(e);
G72 P____ Q____ U(Δu) W(Δw) F____ S____ T____;
N(P)……
…… 用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹
N(Q)……
G72指令中各参数的意义与G71相同
图a
图b
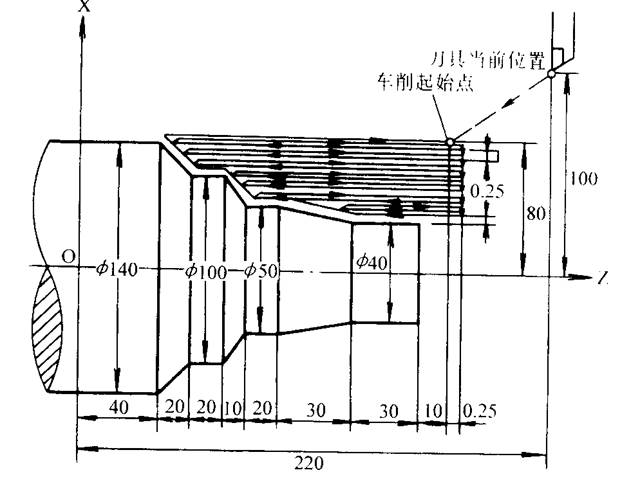
编程实例:如图b所示为要进行端面粗车的短轴,粗车深度定为lmm,退刀量为lmm,精车削预留量X方向为0.5mm,Z方向为0.25mm,粗车进给率为0.3mm/r,主轴转速为550r/min,数控程序编写如下:
N6 G50 X220.0 Z 190.0; 定义程序原点
N8 G30 U0 W0;
N10 T0100 M03; 调01号粗车刀
N12 G00 Xl76.0 Z 130.25; 刀具快速走到粗车循环起始点
N14 G72 U1.0 R1.0; 定义G72粗车循环
N16 G72 P18 Q28 U0.5 W0.25 F0.3 S550;调用程序段N18到N28进行粗车
N18 G00 Z56.0; 快速走到精车起始点
N20 G01 X120.0 W12.0; 程序段N20到N28定义精车削刀具轨迹
N22 W10.0;
N24 X80.0 W10.0;
N26 W20.0;
N28 X36.0 W22.0;
N32 G30 U0 W0;
N34 T0303; 调03号精车刀
N36 G70 P18 Q28; 粗车后精车削
N38 G30 U0 W0 M09;
N40 M30;
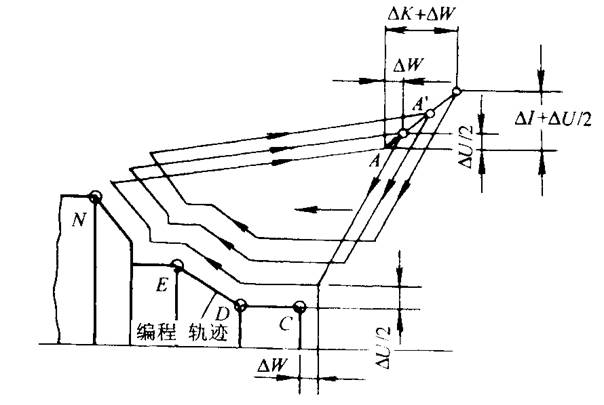
(4)固定形状粗车循环G73
如图a所示,固定形状粗车循环适用于铸、锻件毛坯零件的一种循环切削方式。由于铸、锻件毛坯的形状与零件的形状基本接近,只是外径、长度较成品大一些,形状较为固定,故称之为固定形状粗车循环。G73指令格式:
G73 U (Δi) W(Δk) R____
G73 P____Q____u(Δu) w(Δw) F____S____T____
N(P)……
…… 程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹
N(Q)……
指令中各参数的意义如下:
Δi:沿X轴的退刀距离和方向。该参数为模态量,直到指定另一个值前保持不变。
Δk:沿Z轴的退刀距离和方向。该参数为模态量,直到指定另一个值前保持不变。
R:分割次数,与粗车削重复次数相同。该参数为模态量。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
ΔU:X方向精车预留量的距离和方向。
ΔW:Z方向精车预留量的距离和方向。
F、S、T:粗车过程中从程序段号P到Q之间包括的任何F、S、T功能被忽略,只有G73指令中指定的F、S、T功能有效。
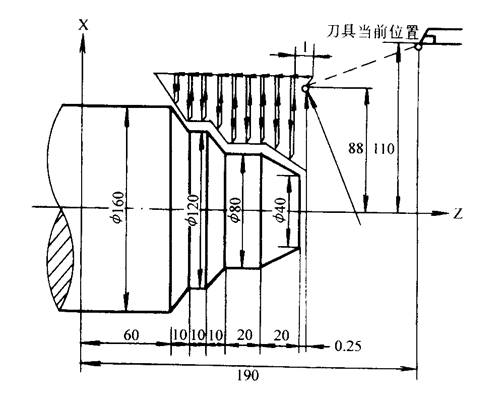
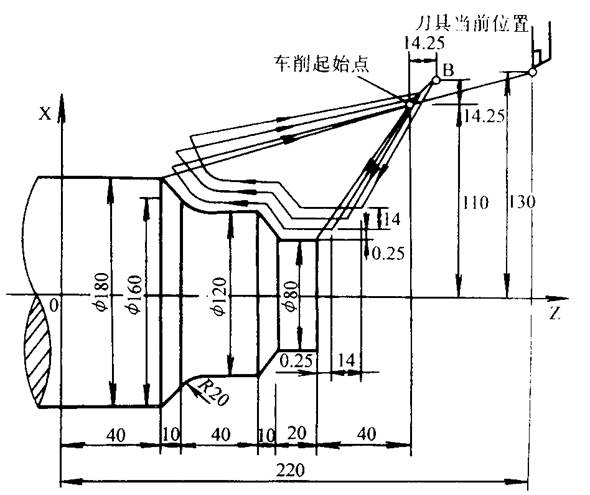
编程实例:如图b所示为要进行成形粗车的短轴,X退刀量为14mm,Z退刀量为14mm,精车削预留量X方向为0.5mm,Z方向为0.25mm,分割次数为3,粗车进给率为0.3mm/r,主轴转速为180r/min,数控程序编写如下:
N10 G50 X260.0 Z220.0;
N12 G30 U0 W0 T0100 M03 M08;
N14 G00 X220.0 Z160.0; 快速走到车削循环起始点
N16 G73 U14.0 W14.0 R3; 定义G73粗车循环,分割次数3
N18 G73 P18 Q28 U0.5 W0.2 5F0.3 S180; G73循环起始段N18到N28
N20 G00 X80.0 W-40; 快速走到车削始点
N22 G01 W-20.0 F0.15; N20到N28定义精车程序段
N24 X120.0 W-10.0;
N26 W-20.0;
N28 G02 X160.0 W-20.0 R20.0;
N30 G01 X180.0 W-10.0;
N32 G30 U0 W0 T0202;
N34 G70 P18 Q28; 精车
N36 G30 U0W0 M09;
N38 M30;
图a
图b
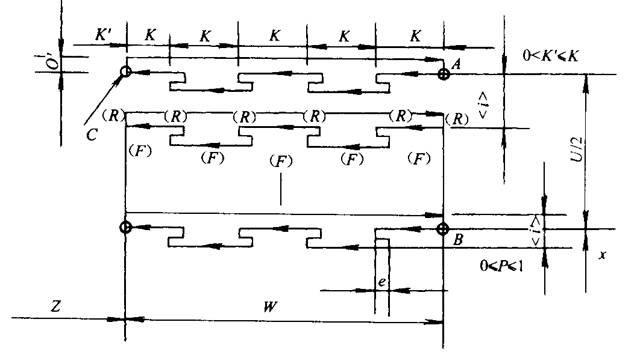
(5)纵向切削固定循环G74
纵向切削固定循环本来用于端面纵向断续切削,但实际多用于深孔钻削加工,故也称之为深孔钻削循环。其指令动作见图a所示,指令格式为:
G74 X(U) ____ Z(W) ____ I____ K____ D____ F____
X:B点X坐标;
U:A→B增量值;
Z:C点的z坐标;
W:A→C的增量值;
I:x方向的移动量(无符号指定);
K:z方向的切削量(无符号指定);
D:切削到终点时的退刀量;
F:进给速度。
如果程序段中X(U)、I 、D为0,则为深孔钻加工。
图a
图b
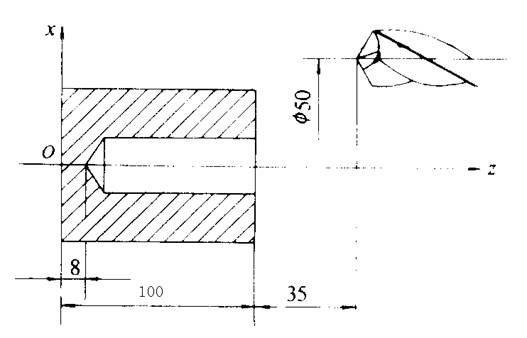
编程实例:如图b所示,要在车床上钻削直径为10mm,深为100mm的深孔,其程序为:
N01 G50 X50.0 Z100.0: 建立工件坐系
N02 G00 X0 Z68.0; 钻头快速趋近
N03 G74 Z 8.0 K5.0 F0.1 S800; 用G74指令钻削循环
N04 G00 X50.0 Z 100.0; 刀具快速退至参考点
(6)外径切槽固定循环G75
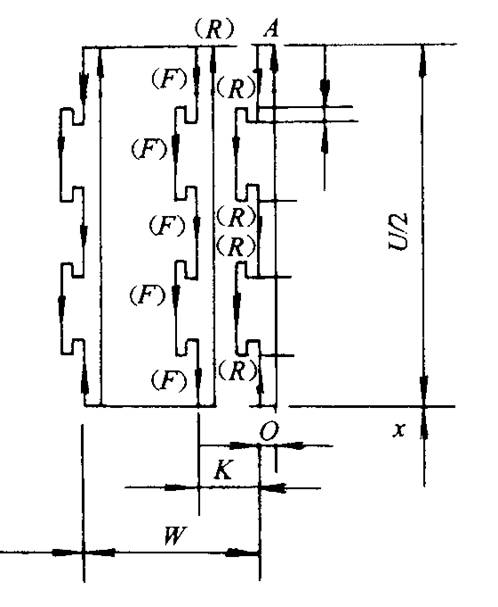
G75是外径切槽循环指令,G75指令与G74指令动作类似,只是切削方向旋转90°,这种循环可用于端面断续切削,如果将Z(W)和K、D省略,则X轴的动作可用于外径沟槽的断续切削。其动作如图a所示。G75指令格式为:
G75 X(U) ____Z(W) ____I____K____ D____F____;
各参数的意义同G74
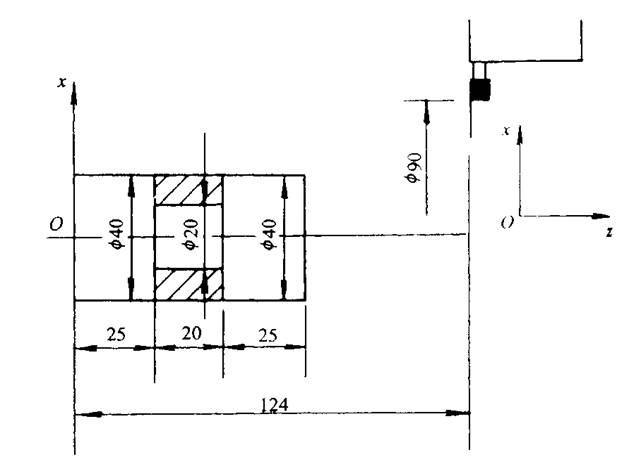
编程实例:图b是用G75外径切槽循环指令加工槽的实例,刀具宽度为4mm,X方向分四次加工, Z方向分两次加工,其程序为:
N01 G50 X90.0 Z125.0: 建立工件坐系
N02 G00 X41.0 Z41.0 S600;刀具快速趋近
N03 G75 X20.0 Z25.0 I2.5 K10 F2.5;用G75指令切槽
N04 X90.0 Z125.0; 刀具快速退至参考点
图a
图b

