



实例一
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。
2)工步顺序
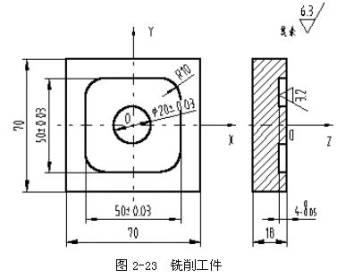
① 铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。
② 每次切深为2㎜,分二次加工完。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型数控立式铣床。
3.选择刀具
现采用φ10㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-23所示。
采用手动对刀方法(操作与前面介绍的数控铣床对刀方法相同)把点O作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。
考虑到加工图示的槽,深为4㎜,每次切深为2㎜,分二次加工完,则为编程方便,同时减少指令条数,可采用子程序。该工件的加工程序如下(该程序用于XKN7125铣床):
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2;调一次子程序,槽深为2㎜
N0040 G20 N01 P1.-4;再调一次子程序,槽深为4㎜
N0050 G01 Z2 M09
N0060 G00 X0 Y0 Z150
N0070 M02;主程序结束
N0010 G22 N01;子程序开始
N0020 G01 ZP1 F80
N0030 G03 X15 Y0 I-15 J0
N0040 G01 X20
N0050 G03 X20 YO I-20 J0
N0060 G41 G01 X25 Y15;左刀补铣四角倒圆的正方形
N0070 G03 X15 Y25 I-10 J0
N0080 G01 X-15
N0090 G03 X-25 Y15 I0 J-10
N0100 G01 Y-15
N0110 G03 X-15 Y-25 I10 J0
N0120 G01 X15
N0130 G03 X25 Y-15 I0 J10
N0140 G01 Y0
N0150 G40 G01 X15 Y0;左刀补取消
N0160 G24;主程序结束
毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。
数控机床操作教程-(2)数控编程实验
实例二
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上
2)工步顺序
① 钻孔φ20㎜。
② 按O’ABCDEFG线路铣削轮廓。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型(ZJK7532A型)数控钻铣床。
3.选择刀具
现采用φ20㎜的钻头,定义为T02,φ5㎜的平底立铣刀,定义为T01,并把该刀具的直径输入刀具参数表中。
由于华中Ⅰ型数控钻铣床没有自动换刀功能,按照零件加工要求,只能手动换刀。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以0点为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图3-24所示。
采用手动对刀方法把0点作为对刀点。
6.编写程序(用于华中I型铣床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
1)加工φ20㎜孔程序(手工安装好φ20㎜钻头)
%1337
N0010 G92 X5 Y5 Z5 ;设置对刀点
N0020 G91 ;相对坐标编程
N0030 G17 G00 X40 Y30 ;在XOY平面内加工
N0040 G98 G81 X40 Y30 Z-5 R15 F150 ;钻孔循环
N0050 G00 X5 Y5 Z50
N0060 M05
N0070 M02
2)铣轮廓程序(手工安装好ф5㎜立铣刀,不考虑刀具长度补偿)
%1338
N0010 G92 X5 Y5 Z50
N0020 G90 G41 G00 X-20 Y-10 Z-5 D01
N0030 G01 X5 Y-10 F150
N0040 G01 Y35 F150
N0050 G91
N0060 G01 X10 Y10 F150
N0070 G01 X11.8 Y0
N0080 G02 X30.5 Y-5 R20
N0090 G03 X17.3 Y-10 R20
N0100 G01 X10.4 Y0
N0110 G03 X0 Y-25
N0120 G01 X-90 Y0
N0130 G90 G00 X5 Y5 Z10
N0140 G40
N0150 M05
N0160 M30
毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如图2-24所示的外轮廓及φ20㎜的孔。工件材料为铝。
数控机床操作教程-(2)数控编程实验

看了上面的例子,我们对普通的指令有了了解,但是跟高级语言比较,其功能显得薄弱,为了与高级语言相匹配,特地介绍宏指令。通过使用宏指令可以进行算术运算,逻辑运算和函数的混合运算,此外,宏、程序还提供了循环语句,分支语句和子程序调用语句。
在宏语句中:
变量:
#0--#49是当前局部变量
#50--#99是全局局部变量
常量:
PI,TRUE(真),FALSE(假)
算术运算符:
+,-, *,/
条件运算符:
EQ “=”,NE “!=”, GT “>”,GE “>=”,LT “<”,LE “<=”
逻辑运算符:
AND, OR, NOT
函数:
SIN[],COS[],TAN[],ATAN[],ATAN2[],ABS[],INT[],SIGN[],SQRT[], EXP[]
表达式:
用运算符连接起来的常量,宏变量构成表达式。例如:100/SQRT[2]*COS[55*PI/180]
赋值语句:宏变量=表达式。例如:#2=100/SQRT[2]*COS[55*PI/180]
条件判别语句:IF,ELSE,ENDIF
格式:
IF 条件表达式
|
ELSE
|
ENDIF
循环语句:WHILE,ENDW
格式:
WHILE 条件表达式
|
ENDW
下面就以宏指令编程为例,做两个练习。
实例三
1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线
1)以底面为主要定位基准,两侧用压板压紧,固定于铣床工作台上。
2)加工路线
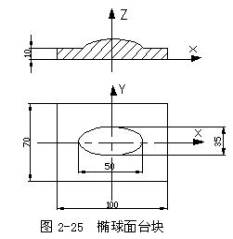
Y方向以行距小于球头铣刀逐步行切形成椭球形成。
2.选择机床设备
根据零件图样要求,选用经济型数控铣床即可达到要求。故选用华中Ⅰ型(ZJK7532A型)数控钻铣床。
3.选择刀具
球头铣刀大小f6mm。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以工件中心为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如图2-25所示。
采用手动对刀方法把0点作为对刀点。
6.编写程序(用于华中I型铣床)
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
%8005(用行切法加工椭园台块,X,Y按行距增量进给)
#10=100 ;毛坯X方向长度
#11=70 ;毛坯Y方向长度
#12=50 ;椭圆长轴
#13=20 ;椭圆短轴
#14=10 ;椭园台高度
#15=2 ;行距步长
G92 X0 Y0 Z[#13+20]
G90G00 X[#10/2] Y[#11/2] M03
G01 Z0
X[-#10/2] Y[#11/2]
G17G01 X[-#10/2] Y[-#11/2]
X[#10/2]
Y[#11/2]
#0=#10/2
#1=-#0
#2=#13-#14
#5=#12*SQRT[1-#2*#2/#13/#13]
G01 Z[#14]
WHILE #0 GE #1
IF ABS[#0] LT #5
#3=#13*SQRT[1-#0*#0/[#12*#12]]
IF #3 GT #2
#4=SQRT[#3*#3-#2*#2]
G01 Y[#4] F400
G19 G03 Y[-#4] J[-#4] K[-#2]
ENDIF
ENDIF
G01 Y[-#11/2] F400
#0=#0-#15
G01 X[#0]
IF ABS[#0] LT #5
#3=#13*SQRT[1-#0*#0/[#12*#12]]
IF #3 GT #2
#4=SQRT[#3*#3-#2*#2]
G01 Y[-#4] F400
G19 G02 Y[#4] J[#4] K[-#2]
ENDIF
ENDIF
G01 Y[#11/2] F1500
#0=#0-#15
G01 X[#0]
ENDW
G00 Z[#13+20] M05
G00 X0 Y0
M02
毛坯为150㎜×70㎜×20㎜块料,要求铣出如图2-25所示的椭球面,工件材料为蜡块。
数控机床操作教程-(2)数控编程实验
实例四
具体加工工艺和装夹方法和其余各题一样,这里略。
程序如下:(用于华中I型铣床)
%1978
#10=100 ;底平面EF的长度,可根据加工要求任定
#0=#10/2 ;起刀点的横座标(动点)
#100=20 ;C点的横座标
#1=20 ;C点和G点的纵向距离
#11=70 ;FG的长度
#20=-#10/2 ;E点的横座标
#15=3 ;步长
#4=16 ;棱台高
#5=3 ;棱台底面相对于Z=0平面的高度
#6=20 ;C点的纵座标
G92 X0 Y0 Z[#4+#5+2] ;MDI对刀点Z向距毛坯上表面距离
G00 X0 Y0
G00 Z[#4+10] M03
G01 X[#0] Y[#11/2] Z[#5] ;到G点
WHILE #0 GE #20 ;铣棱台所在的凹槽
IF ABS[#0] LE #100
G01 Y[#1] F100
X0 Y0 Z[#4+#5]
X[#0] Y[-#1] Z[#5]
Y[-#11/2]
ENDIF
G01 Y[-#11/2] F100
#0=#0-#15
G01 X[#0]
IF ABS[#0] le #100
G01 Y[-#1]
X0 Y0 Z[#4+#5]
X[#0] Y[#1] Z[#5]
Y[#11/2]
ENDIF
G01 Y[#11/2]
#0=#0-#15
G01 X[#0]
ENDW
G01 Z[#4+20]
X0 Y0
X[#1] Y[#1] Z[#5]
WHILE ABS[#6] LE #1 ;铣棱台斜面
#6=#6-#15
G01 Y[#6]
X0 Y0 Z[#4+#5]
X[-#1] Y[-#6] Z[#5]
G01 Y[-#6+#15]
X0 Y0 Z[#4+#5]
X[#1] Y[#6] Z[#5]
ENDW
G00 Z[#4+20]
G00 X0 Y0
M05
M30
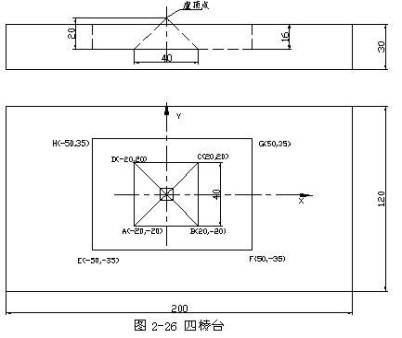
毛坯200㎜×100㎜×30㎜块料,要求铣出如图2-26所示的四棱台,工件材料为蜡块。
数控机床操作教程-(2)数控编程实验
练习题
2-1 编写车削图2-27所示零件的加工程序。毛坯为φ18㎜×60㎜的棒料,材料为45钢。
掌握数控编程基本方法并在此基础上有更大的提高,必须进行大量的编程练习和实际操作,在实践中积累丰富的经验。编程前,要做大量的准备工作,如:
了解数控机床的性能和规格;
熟悉数控系统的功能及操作;
加强工艺、刀具和夹具知识的学习,掌握工艺编制技术,合理选择刀具、夹具及切削用量等,将工艺等知识融入程序,提高程序的质量;
养成良好的编程习惯和风格,如程序中要使用程序段号、字与字之间要有空格、多写注释语句等,使程序清晰,便于阅读和修改;编程时尽量使用分支语句、主程序及宏功能指令,以减少主程序的长度。






