




如果要加工产品,那么在这之前,多刀和分中心是必须要做的。这节首先讲一下对刀。
因为加工中心上面每把刀具的长度是不同的,所以需要让机床知道刀具切削点在坐标系里的位置。那么对刀是操作的基本技能。在这里介绍最普遍的对刀棒对刀。随着加工经验的增加。也会接触到另外一些有趣的对刀方式。如对刀器对刀,自动对刀系统激光对刀等
我们以法兰克加工中心为例。现在有两把数控刀具需要对刀。
需要用到的是
T1直径12的铣刀
T2直径5都定点钻
直径10的对刀棒
产品平面为编程零点,也就是对刀位置。
在MDI模式下
输入短指令T1M6
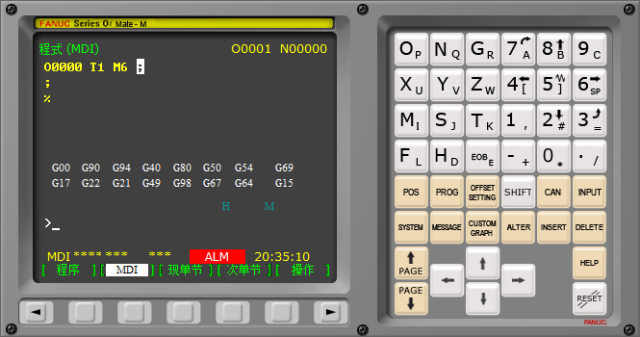
意思是换第一把刀。
接着按下手轮按钮。移动Z轴慢慢靠近表面。差不多离工件表面10多cm处。调小手轮进给。然后时不时的拿直径10的对刀棒在刀尖和工件表面尝试。至对刀棒在刀尖和工件表面正好通得过。记录此时的机床坐标。输入到刀补里面。这个对刀过程需要谨慎把握好。记下此时的机床坐标
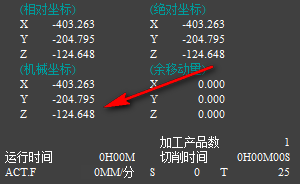
Z-124.648
然后在刀补界面输入这个数值,并且在磨损输入数值-10也就是。对刀棒的直径。这样第一把数控刀具就对好刀了。

接下来我们换到第二把刀具。如上图下MDI模式下输入T2M6就是换到第二把刀。重复第一把刀的步骤。摇动手轮在第二把刀刀尖和工件表面用对刀棒来回测试,刚好使对刀棒不能通过刀尖和工件表面,记录此时的机械坐标
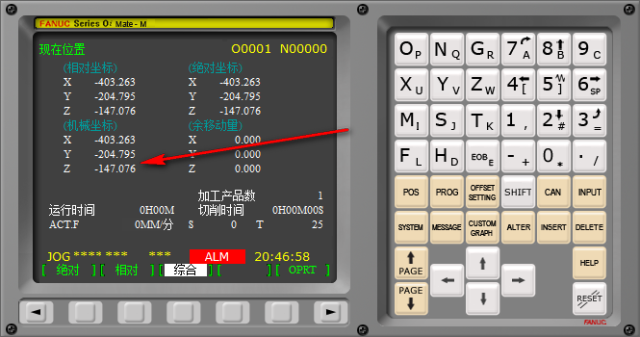
z-147.076
然后输入到刀补值里面
如下图
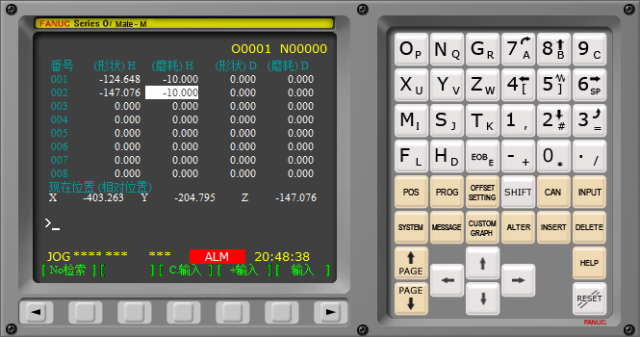
这样刀就对好了。如果第三把第四把也是一样对刀,是不是很简单?小伙伴们学会了吧。






