




就以前面那个长20宽10的长方体为例。中心在左上角。我们要用T1直径12的铣刀铣平面,然后在长方体表面中间定个点,那么这个程序该如何编写呢?小编已经给大家编程好了。让我们一起来了解数控程序的大体结构。
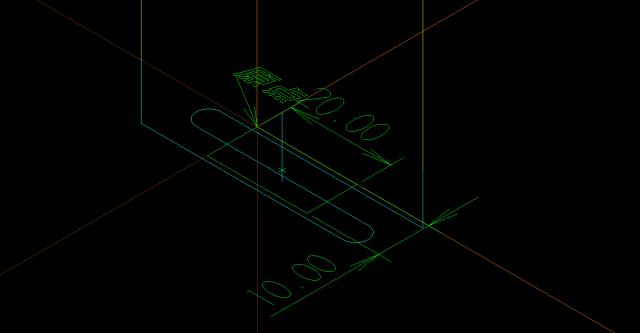
刀路图片
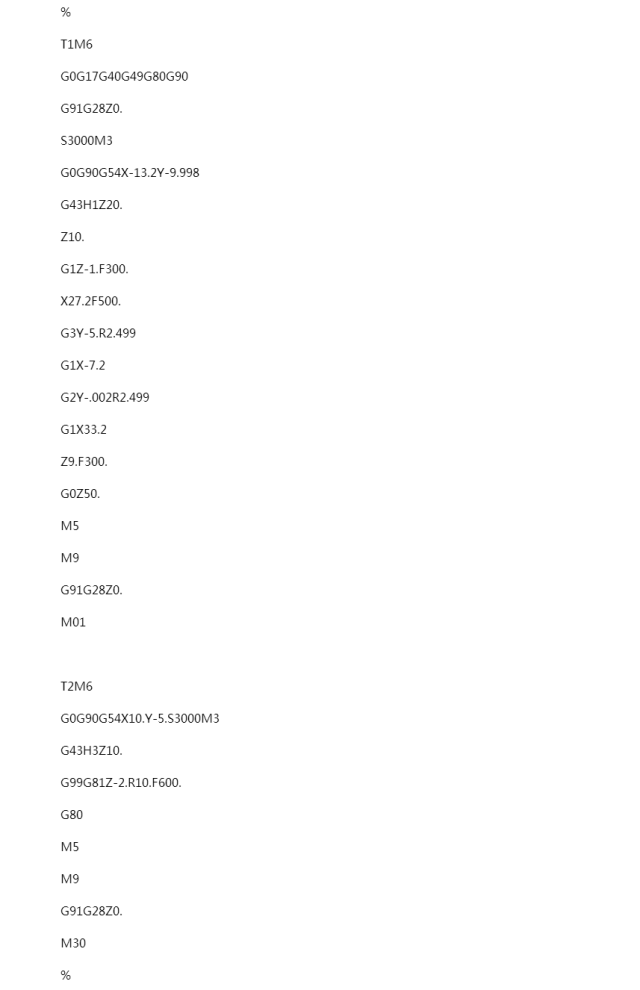
程序
T1M6这个是换刀指令换第一把刀也就是前面的12直径铣刀
G0G17G40G49G80G90
这个叫做程序头,一般是固定的格式,用于设定取消一类指令。一般照抄就可
G91G28Z0.这个是回机床零点的意思
S3000M3这个是主轴正转转速是3000转
G0G90G54X-13.2Y-9.998
载入G54坐标定位到X-13.2Y-9.998点位置
还记得前面的分中时输入的G54坐标吗?现在在程序里面就用到了。
G43H1Z20.
Z10.
载入第一把刀的对刀值也就是以前输入 H 1里面的数值
这样程序就计算出来位置了。快速定位到工件表面10的位置
G1Z-1.F300.
然后进给F300的速度
慢慢下刀到表面-1的位置
G1Z-1.F300.
X27.2F500.
G3Y-5.R2.499
G1X-7.2
G2Y-.002R2.499
G1X33.2
Z9.F300.
这一段程序目前可以整体考虑,以后讲到具体代码时会细讲。这个就是在面铣这个工件表面
G0Z50.
铣完后抬刀
M5主轴停止
M9关闭冷却液
G91G28Z0.
回机床零点
M01是选择暂停,只有在机床M01按钮按下时才会起作用。不然就会忽略这个代码
T2M6
换刀第二把
G0G90G54X10.Y-5.S3000M3
定位到长方体中间
G43H3Z10.
定位到距离表面10的位置
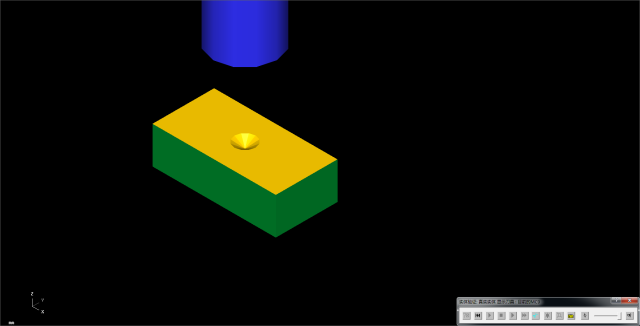
G99G81Z-2.R10.F600.
G80
这是一个钻孔循环,相当于定了一个点。然后抬刀循环结束
M5
主轴停止
M9
关闭冷却液
G91G28Z0.
Z轴机床回零点
M30
程序结束,返回程序开头,以便进行下次加工
让我们再来看一下上面刀具轨迹,是不是编程很简单,小伙伴们估计已经明白了很多了吧。






