



CimatronCAD/CAM 工件环境是特别针对模具行业设计开发的,它除了提供加工领域中全面的加工应用,还为用户提供代表当今最领先的加工技术----智能NC 。智能 NC 标志着 cimatron 在加工领域的重大技术突破。众所周知高速精加工之前希望毛坯留量越均匀越好,虽然采用事后的刀具载荷分析与优化可以避免由于留量过大而可能导致崩刀等事故的发生或影响零件的表面质量,但若因零件表面出现大余量的地方很多,就必须多处都要进行低速切削这不仅影响了加工效率,也不成为高速铣削加工了,而且加工后的表面质量也会受到很大的影响。这种技术的存在使得进行粗加工计算时系统会在两层之间查找过多余量并对这些部分进行自动的层间再加工(采用逐次等高法沿面光刀法等),从而使高速精加工之前得到一个余量非常理想的、均匀的零件表面。这种功能不仅对于高速铣而且就是对传统的数控铣也可以减少粗加工及二次粗加工的大量时间。
1 上模结构特点及数控加工工艺设计
MOTOROLA 的四缸电喷气管模具共分上模、下模、上芯盒、下芯盒4 个部分。本文对上模的数控加工过程进行分析,对其进行优化并设计数控加工程序。上模的内部型腔结构复杂,不但有斜面、锥面、斜孔,还有复杂的螺旋曲面,且分型面又有曲面和斜面过渡,如果采取传统的加工方法,不但工艺复杂,而且可能产生过切和刀具碰撞现象,精度难以保证,上模图如图1 所示。因此,根据上模的特点,拟定如图2 所示工艺方案。
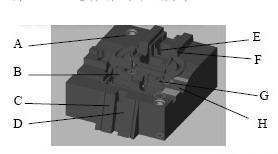
图1 上模图

图2 上模加工工艺方案
1.1 编程前的准备工作
(1)在Cimatron E 4.2 的菜单下将四缸喷气管模具文件导入,选取适当的方法修补破损面。
(2)从菜单中选择工具--参数设定,取消使用进阶工作模式的选项。
(3)在New Tp Folder 菜单下根据实际情况,选取三轴数控铣削模式,以模具造型时的设计基准----型腔的中心设定加工基准坐标系。
(4)选择上模零件及毛坯类型,为后续加工及检验分析做好准备。在本文中选择曲面和方形毛坯,把自动预览前的方框勾上。
1.2 上模工艺过程分析
上模原来的加工工艺采用球刀加工,表面质量不好,而且加工方案单一,加工时间长达7 天。所以我们重新设定加工工艺,以减少加工时间,提高零件表面精度。
(1) 选择合适的工艺基准。上模具有2 个孔,且呈对角分布,因此选择这两个孔作为定位基准,由于这两个孔已经事先加工好,所以本次数控编程中不再加工。
(2 )上模的型面比较复杂,为了加工方便,将所有面分为4 类:结合面,直槽,型腔和槽。
1. 3 数控程序优化设计
为适合高速铣削的要求, Cimatron E 4.2 在粗加工及精细加工方面具有丰富的走刀方法,包括曲面铣削、轮廓铣削、平行铣削等。根据上模各个型面的工艺特点,拟定以下加工流程:
(1 )粗加工数控程序设计
粗加工刀具轨迹优化的目的是提高毛坯除去效率,一般常采用高速等高分层、钻削排量或其它方
式进行刀具轨迹的设计。加工平面A ,为了避免刀具产生过切,选择平行铣削3D ,选用平行铣削是因为它采用平行扫描线的方式对由多张曲面构成的模型进行加工,可以单向和双向加工,加工效率较高。选择FlatФ18 的端面铣刀,底面边界线为轮廓线,表面A 为加工表面。设置刀具运动参数:在Approach & Retract (进刀与退刀)中选择法向,并使用系统默认的进退刀轮廓值,为了避免刀具与毛坯相碰,使用绝对坐标。粗加工余量为2 mm ,公差0.5 mm 。在Z方向允许最大加工长度选项中,点选上模右端上角,数值改为40。
设定机床参数:当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度,在本次加工中选用300 mm/min 的进给速度1000r/min 的转速。
粗铣结合面C、 F ,选用FlatФ16 的端面铣刀,平行铣削,软件对轮廓具有自动补差的功能。粗铣B、D 、H ,选用FlatФ10 的立式铣刀,选取量槽的边界为轮廓线。
粗铣型腔B 、E 、G ,选用环形铣削,FlatФ14的平头铣刀。采用该方法可以同时对多张曲面进行加工,进刀轨迹是根据外轮廓的形状由外向内(或由内向外)进行走刀,尤其适用于加工不同高度的平面,而且剩余的毛坯是比较均匀的,这对后面的半精加工和精加工来说是很有利的。通过CimatronE 4.2 的毛坯残留知识技术,在进行环型铣削粗加工计算时,系统会在两层之间查找过多余量,并对这些部分进行自动的层间再加工,这样就给后续加工留下了一个余量非常理想的、均匀的零件表面。
(2 )半精加工数控程序设计
半精加工的方法、步骤、选取的轮廓线和加工面与粗加工相同,只是加工余量和粗糙度的选取不一样。
半精加工平面A 时选用,FlatФ10 的端面铣刀,把加工余量改为0.5 mm ,公差设为0.05 mm ,进给速度改为200 mm/min, 转速改为1500 r/min。半精加工型腔B 、E 、G 时,选用BallФ10 的球头铣刀,并加入轮廓走刀,其它设置和粗加工基本一样,加工得到的仿真图也差不多。
(3 )精加工数控程序设计
精加工刀具轨迹优化的目的是提高产品的加工精度可从定位基准的选择加工方式走刀方式,这样水平方向和竖直方向的型面都可以加工。在走刀方式上,为了保证得到高的表面精度,我们选择牛鼻刀,在保证不过切、不发生刀具干涉的情况下,为了缩短加工时间,尽可能选用较大的刀具。这里用自定义的一把Ф6 的牛鼻刀。
精铣结合面C、 F ,先进行几何设置,然后选择运动参数,把进退刀改为法线方向,并把安全平面的内部高度改为相对高度,这样可以节省刀具空刀的路程,从而减少加工时间。
精铣型腔B、 E 、G ,选用BallФ6 的球头铣刀,进给速度改为100 mm/min ,转速改为2000 r/min。在精铣过程中将其圆角半径定为0.5 mm ,并把装夹的高度定为100 mm, 这样可以有效地防止刀柄干涉。最后得到的仿真结果如图3 所示。
(4)清角加工
建立新工序,选择清加工程序 ,Along Contour(沿轮廓)/All Area on Surface (所有区域在曲面上),系统会自动分析出哪些区域是水平区域,哪些区域是垂直区域,在水平区域采用沿轮廓等距加工,平行切削加工或环型加工方式,对垂直区域采用等高线加工方式,实现垂直区域的拐角清理,系统会根据检测进行自动调整。根据上模的特点,着重针对槽和型腔,其参数的设置和精加工相差不大,选用自动直径为Ф3 的牛鼻刀,其圆角半径为0.5 mm。
1. 4 模拟加工和检验分析

图3 上模精加工模拟图
通过把编程模拟加工结果与加工出的最终零件进行比较,以不同的颜色表示不同的偏差值,让我们可以迅速知道加工结果、精度和质量,查找过切和加工余量过大的部分,确定是否使用现有的程序命令或执行补充加工,以达到最优的加工结果,防止废品的产生。
1. 5 最终程序结果
在得到正确的刀具程序后,点击后处理的图标,进入Post Process 导入所有工序,在目的文件夹中,选取一个输出G 代码。因为产生的代码比较大,因为篇幅所限,不再叙述。
2 结论
新一代的Cimatron E 4.2 功能强大,编程过程简单明了,宜于掌握和使用。本文成功地在MOTOROLA 四缸喷气管上模的加工中运用了Cimatron E 4.2 强大的数控加工功能,最终生成的数控代码约有6.5Mbytes,比原来提高了大约40% 的效率,取得了满意的结果。
