



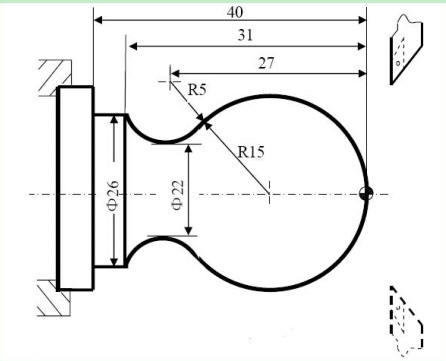
| 坐标点 | X(直径) | Z | 圆弧半径 | 圆弧顺逆 |
| A | 0 | 0 | ||
| B | 6 | 0 | ||
| C | 30 | -24 | 18 | 3 |
| D | 32 | -31 | 8 | 2 |
| E | 32 | -40 | ||
| F | 45 | -40 | ||
| 45 | -100 | |||
| 0 | -100 |
FUNAC数控车编程如下:
O202
N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)
N20 M03 S400 (主轴以400r/min旋转)
N25 G50 S1000 (主轴最大限速1000r/min旋转)
N30 G96 S80 (恒线速度有效,线速度为80m/min)
N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)
N50 G01 Z0 G98 F60 (工进接触工件)
N60 G03 U24 W-24 R15 (加工R15 圆弧段)
N70 G02 X26 Z-31 R5 (加工R5 圆弧段)
N80 G01 Z-40 (加工Φ26 外圆)
N90 X40 Z5 (回对刀点)
N100 G97 S300 (取消恒线速度功能,设定主轴按300r/min 旋转)
N110 M30 (主轴停、主程序结束并复位)
///////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%202
N10 G92 X40 Z5(设立坐标系,定义对刀点的位置)
N20 M03 S400 (主轴以400r/min旋转)
N40 G00 X0 (刀到中心,转速升高,直到主轴到最大限速)
N50 G01 Z0 F60 (工进接触工件)
N60 G03 U24 W-24 R15 (加工R15 圆弧段)
N70 G02 X26 Z-31 R5 (加工R5 圆弧段)
N80 G01 Z-40 (加工Φ26 外圆)
N90 X40 Z5 (回对刀点)
N100 M30 (主轴停、主程序结束并复位)
