



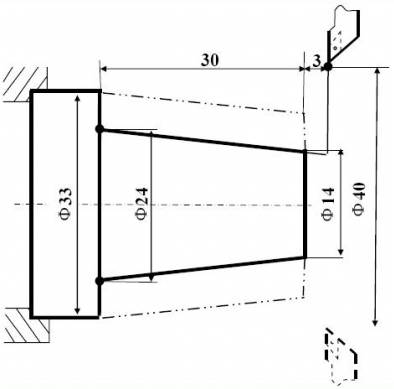
G90外圆固定循环指令编程,如下图
点画线代表毛坯。
FUNAC数控车编程如下:
O9004
G50 X40 Z3 (设立坐标系,定义对刀点的位置)
M03 S400 (主轴以400r/min 旋转)
G90 X30 Z-30 I-5.5 G98 F100 (加工第一次循环,吃刀深3mm)
X27 (加工第二次循环,吃刀深3mm)
X24 (加工第三次循环,吃刀深3mm)
M30 (主轴停、主程序结束并复位)
////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9004
G92 X40 Z3 (设立坐标系,定义对刀点的位置)
M03 S400 (主轴以400r/min 旋转)
G91 G80 X-10 Z-33 I-5.5 F100 (加工第一次循环,吃刀深3mm)
X-13 Z-33 I-5.5 (加工第二次循环,吃刀深3mm)
X-16 Z-33 I-5.5 (加工第三次循环,吃刀深3mm)
M30 (主轴停、主程序结束并复位)
