数控机床编程时,可采用绝对值编程、增量值编程或二者混合编程。1.绝对值编程绝对值编程是根据预先设定的编程原点计算出绝对值坐标尺寸进行编程的一种方法。...
阿凡达
3年前293

在编程时,编程人员必须确定每道工序的切削用量。选择切削用量时,一定要充分考虑影响切削的各种因素,正确的选择切削条件,合理地确定切削用量,可有效地提...
阿凡达
3年前298

(一)确定加工方案的原则加工方案又称工艺方案,数控机床的加工方案包括制定工序、工步及走刀路线等内容。在数控机床加工过程中,由于加工对象复杂多样,特...
阿凡达
3年前279

1.确定工件的加工部位和具体内容确定被加工工件需在本机床上完成的工序内容及其与前后工序的联系。(1)工件在本工序加工之前的情况。例如铸件、锻件或棒料、形...
阿凡达
3年前283

1.原点的选择这里的原点是指程序坐标系的原点,称为程序原点或编程原点。同一个零件,同样的加工,由于原点选得不同,程序中尺寸字中的数据就不一样,所以编...
阿凡达
3年前315

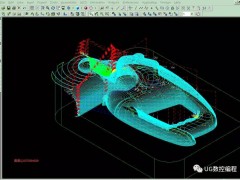
(1)零件的工艺分析纪念币的纹路细,要求电极损耗小,另外要求光泽好。纪念币尺寸:Φ38㎜,型腔深1.2㎜,如下图所示。(2)选择设备根据加工要求选择机床:三菱...
编程爱好者
3年前510

加工方式选定是指用什么方式来加工,是用多电极多次加工,还是用单电极加工,是否采用摇动加工等。加工方式的选择要视具体情况而定,一般来说多电极多次加工...
编程爱好者
3年前464

提高加工效率的一般方法有:(1)工件预加工 在电火花加工中加工去除金属量,直接影响加工效率,所以在电加工前必须使工件有恰当的加工余量。原则上电加工余...
编程爱好者
3年前452

(1)电极极性的选择工具电极极性一般选择原则是:铜电极对钢:选“+”极性;铜电极对铜:选“-”极性;铜电极对硬质合金:“+”“-”极性都可以;石墨电极对...
编程爱好者
3年前405

数控冲压工艺的程序编制是根据板件零件图,按照数控系统规定采用的代码和程序格式,编制成计算机能识别的语言输入计算机,控制机床自动加工出符合零件图要求...
编程爱好者
3年前360

数控压力机模座及模具的选择是否得当直接影响着工艺实施质量的好坏。合理正确使用模座及模具,对提高机床生产率,延长模具和机床的使用寿命有着重要意义,若...
编程爱好者
3年前310

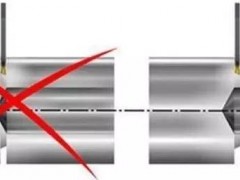
在需要磨削部分轴向尺寸小于砂轮宽度时,采用横向磨削喷嘴阀(图12所示),是在数控外圆磨床上加工的一个较典型的零件。该零件要磨削圆柱面(Φ10h5㎜),圆...
编程爱好者
3年前490
端面磨削的切入方式和磨削条件设定如表1所示。磨削条件设定要注意以下两点:(1)端面磨削与外圆磨削比,砂轮接触面积大,发热多,容易发生烧伤,因此切入速...
编程爱好者
3年前423

纵向磨削余量一般在Φ(0.002~0.03㎜),外径纵向磨削条件设定和切入方式如表1所示。
编程爱好者
3年前398

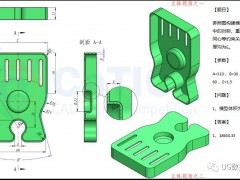
(1)间接测量部分 见图10标注。Ra80~5μm:粗磨,Ra3.2~2.5μm:半精磨,Ra0.32~0.02μm:精磨;G98:㎜/min,G99:㎜/s。图10间接测量部分标注(2)直接...
编程爱好者
3年前451

数控磨削加工工艺参数的设定,应从工件形状、硬度、刚性及夹具等工艺系统各部分的因素综合考虑,同时还要注意砂轮、修整器金刚石的选择,以及考虑编程方式,...
编程爱好者
3年前461

测量磨削,也称定尺寸磨削。它的特点是,考虑编程所设原点与实际磨削原点,通过选定的测量部分直径的坐标值,使每个工件测量部分磨削后的直径,基本保持一致...
编程爱好者
3年前400

对于复杂形状外圆的磨削,在普通外圆磨床上加工,一是分别磨削外圆柱面、圆锥面、圆弧等表面,但这样很难达到同轴度、位置度等高精度的要求。另一种方法是成...
编程爱好者
3年前433

端面磨削一般采用角型砂轮。磨削方式一般与横向磨削方式相同。端面与外圆都需要磨削时,可采用X、Z轴联动,斜向切入的方法,以提高磨削效率。但端面磨削接触...
编程爱好者
3年前394
2025-02-081082
2025-02-081217
2025-02-081190
2025-02-081118
2025-02-081149
2025-02-081145
2025-02-081102
2025-02-081126
2025-02-081071
2025-02-081112