(1)返回参考点指令G28、G30从当前点经由命令设置的中间点返回参考点。G28X_Y_U_V_Z_;从当前命令设置的第一中间点返回参考点,程序段中的X、Y、U、V、Z是中...
阿凡达
3年前172

编制加工图6.34所示凸凹模(图示尺寸是根据刃口尺寸公差及凸凹模配合间隙计算出的平均尺寸)的数控线切割程序。电极丝直径为φ0.1mm的钼丝,单面放电间隙为0....
阿凡达
3年前273

我国快走丝数控电火花切割机床常用的ISO代码指令,与国际上使用的标准基本一致。常用指令见表。表——ISO代码运动指令坐标方式指令坐标系指令补偿指令M代码镜...
阿凡达
3年前188

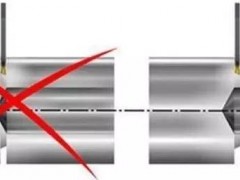
图1 快速定位图2 直线插补(1)G00 快速定位指令在线切割机床不放电的情况下,使指定的某轴以快速移动到指定位置。编程格式:G00 X~ Y~例如,G00 X60000 ...
阿凡达
3年前166

指令格式:G92 X_ Y_ I_ J_ ;其中X和Y值确定了线丝起始点的坐标值,也就是借助丝的当前坐标值确定了程序原点;I确定零件的厚度,J确定零件编程表面到工作台...
阿凡达
3年前152

指令格式:G02 X_ Y_ I_ J_ U_ V_ K_ L_ F_;G03 X_ Y_ I_ J_ U_ V_ K_ L_ F_;其中G02指定顺时针圆弧,X和Y指定圆弧的终点,I和J指定圆弧...
阿凡达
3年前249
电火花编程镜像及交换指令G05、G06、G07、G08、G09、G10、G11、G12G05X轴镜像G06Y轴镜像G07X、Y轴交换G08X轴镜像,Y轴镜像G09X轴镜像,X、Y轴交换G10Y轴镜像...
阿凡达
3年前167

例:在一块270mm×165mm的方板上切割出如图所示的长方形、三解形和圆形。其中P1、P2和P3为穿丝点,电极丝的初始坐标为(80,40)。这里设计三个子程序,每个...
阿凡达
3年前180

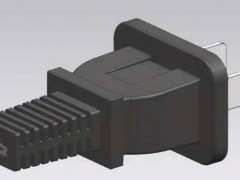
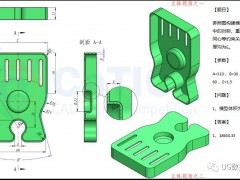
某机床在维修中,一防松垫圈在拆卸时损坏,经测绘尺寸如图1所示,要求按图中尺寸加工出配件。以底平面作为定位基准面,以孔的中心作为加工内孔时的穿丝点。加...
阿凡达
3年前169

例:在一块270mm×165mm的方板上切割出如图所示的长方形、三解形和圆形。其中P1、P2和P3为穿丝点,电极丝的初始坐标为(80,40)。本例采用主程序和三个子程...
阿凡达
3年前136

穿丝指令M60应用实例例:在一块270mm×165mm的方板上切割出如图所示的长方形、三解形和圆形。其中P1、P2和P3为穿丝点,电极丝的初始坐标为(80,40)。这里设...
阿凡达
3年前135

沿加工路线返回G92指定的起点。如图所示,图中实线轮廓为切割路线,虚线表示M70沿原路返回起点。例:图8-9的M70所的程序如下:G92 X0.0 Y0.0;G41 G91 G01 Y5...
阿凡达
3年前138

数控电火花线切割ISO参考点G28、G30、G29、G32、G33
(1)返回参考点指令G28、G30从当前点经由命令设置的中间点返回参考点。G28X_Y_U_V_Z_;从当前命令设置的第一中间点返回参考点,程序段中的X、Y、U、V、Z是中...
阿凡达
3年前371

插入圆角指令用来指定在本程序段下一个程序段之间加上一段半径值为R的过渡圆弧。在G01、G02和G03的程序段中都可以加入一个圆角半径R,指令格式为:G01 X_Y_...
阿凡达
3年前141

(1)直线插补指令G01指令格式:G01 X_Y_U_V_F_;其中X和Y指定终点坐标,U和V同G00。在伺服模式,运动速度由机床条件决定,F不起作用;在常量模式,F指定...
阿凡达
3年前153

切断丝指令M50穿丝指令M60
阿凡达
3年前111
G41-左偏间隙补偿指令;G42-右偏补偿指令;G40-取消间隙补偿指令。编程格式:G41 D~编程格式:G42 D~编程格式:G40(单列一行)式中:D-表示偏移量(补偿距...
阿凡达
3年前182

G80:接触感知指令,使电极丝从当前位置移动到接触工件后停止。G82:半程移动指令,使加工位置沿着指定坐标轴返回一半的距离,即当前坐标系中坐标值一半的位...
阿凡达
3年前164
2025-02-081082
2025-02-081217
2025-02-081190
2025-02-081118
2025-02-081149
2025-02-081145
2025-02-081102
2025-02-081126
2025-02-081070
2025-02-081112