
指令格式:G92 X_ Y_ I_ J_ ;
其中X和Y值确定了线丝起始点的坐标值,也就是借助丝的当前坐标值确定了程序原点;I确定零件的厚度,J确定零件编程表面到工作台面之间的距离。如果零件在编程表面的上部I为正值,反之I为负值,如下图所示。I和J的具体应用参见G51、G52。
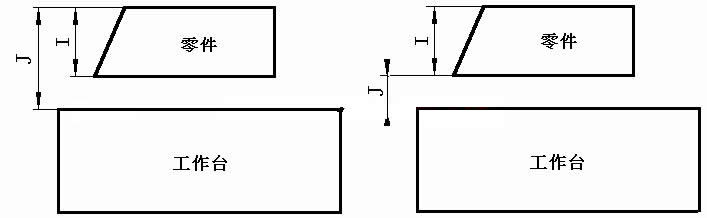
(a)I为正值J为正值 (b)I为负值J为正值



指令格式:G92 X_ Y_ I_ J_ ;
其中X和Y值确定了线丝起始点的坐标值,也就是借助丝的当前坐标值确定了程序原点;I确定零件的厚度,J确定零件编程表面到工作台面之间的距离。如果零件在编程表面的上部I为正值,反之I为负值,如下图所示。I和J的具体应用参见G51、G52。
(a)I为正值J为正值 (b)I为负值J为正值
阿凡达共发布829篇

2023-05-25280
2023-05-25298
2023-05-25328
2023-05-25309
2023-05-25259
2023-05-25252
2023-05-25313
2023-05-25270
2023-05-25252
2023-05-25205