



某机床在维修中,一防松垫圈在拆卸时损坏,经测绘尺寸如图1所示,要求按图中尺寸加工出配件。
以底平面作为定位基准面,以孔的中心作为加工内孔时的穿丝点。加工外轮廓时,应向远离工件装夹的方向进行加工,以避免加工中因内应力释放引起工件变形。最后再转向接近工件装夹处进行加工。
在ROBOFIL 6030 SI慢走丝机上线切割的加工程序如下:
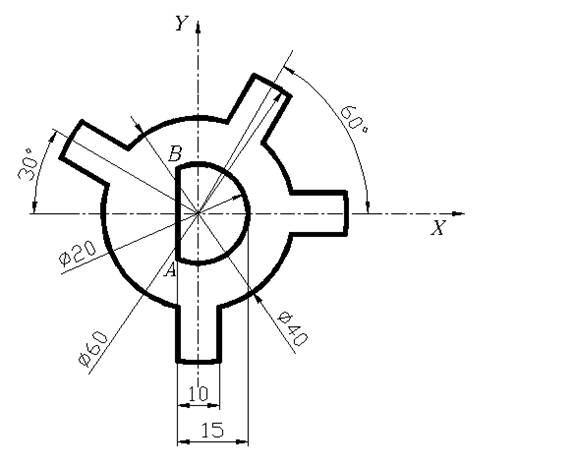
图1 线切割实例
G92X30.0Y15.0H20.0R20.0W20.0 ;(以下是外轮廓加工程序)
M06; 自动穿丝
M20; 加工有效
G38E501; E表示加工方式选择
G61;
G01X17.889Y8.944
G42D0;
G60;
G03X14.013Y14.271I0.J0.;
G01X19.12Y23.117;
G03X10.46Y28.117I0.J0.;
G01X5.352Y19.271;
G03X-14.271Y14.013I0.J0.;
G01X-23.117Y19.12;
G03X-28.117Y10.46I0.J0.;
G01X-19.271Y5.352;
G03X-5.Y-19.365I0.J0.;
G01X-5.Y-29.58;
G03X5.Y-29.58I0.J0.;
G01X5.Y-19.365;
G03X19.365Y-5.I0.J0.;
G01X29.58Y-5.;
G03X29.58Y5.I0.J0.;
G01X19.365Y5.;
G03X17.9Y8.922I0.J0.;
G40G01X18.258Y9.1;
M12; 自动剪丝
G00X30.Y15.;
M02;
G92X0.0Y0.0H20.0R20.0W20.0;(以下是内孔加工程序)
M06;
M20;
G38E501;
G61;
G01X-5.Y0.;
G42D0;
G60;
G01X-5.Y8.66;
G02X-5.Y-8.66I0.J0.;
G01X-5.Y-0.625;
M00; 停止
G01X-5.Y-0.025;
M21; 加工无效
G40G00X-4.6Y-0.025;
M12;
G00X0.Y0.;
M02; 程序结束
