(1)直线插补指令G01
指令格式:G01 X_ Y_ U_ V_ F_;
其中X和Y指定终点坐标,U和V同G00。在伺服模式,运动速度由机床条件决定,F不起作用;在常量模式,F指定运动速度。
(2) 圆弧插补指令G02、G03;
指令格式:G02 X_ Y_ I_ J_ U_ V_ K_ L_ F_;
G03 X_ Y_ I_ J_ U_ V_ K_ L_ F_;
其中G02指定顺时针圆弧,X和Y指定圆弧的终点,I和J指定圆弧的起点相对于圆心的增量值。U和V指定圆弧终点偏移向量,K和L指定圆弧中心偏移向量;G03指定逆时针圆弧,其它字的内容与G02相同。
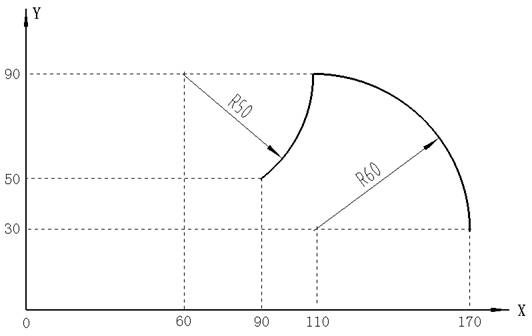
例:运动轨迹如下图所示,丝线的初始坐标为(170,30),程序如下:
绝对坐标系:G92 X170.0 Y30.0;
G90 G03 X110.0 Y90.0 I-60.0 J0.0;
G02 X90.0 Y50.0 I-50.0 J0;
相对坐标系:G91G03 X-60.0 Y60.0 I-60.0 J0.0;
G03 X-20.0 Y-40.0 I-50.0 J0.0;