这组代码应放在NC程序的开头用于选择单位制。G20表示英制,有小数点为英寸,否则为万分之一英寸,如0.5英寸可写作“0.5”或“5000”;G21表示公制,有小数点...
阿凡达
3年前167

G11为“跳段ON”,跳过段首有“/”符号的程序段;Gl2为“跳段OFF”,忽略段首的“/”符号,照常执行该程序段。
阿凡达
3年前171

在固化的子程序中,用G53代码进入子程序坐标系;用G87代码退出子程序坐标系,回到原程序所设定的坐标系。
阿凡达
3年前153

G81使指定的轴回到极限位置停止,如“G8lY-;”使机床Y轴快速移动到负极限后减速,有一定过冲,然后回退一段距离,再以低速到达极限位置停止。
阿凡达
3年前177

G80指定轴沿指定方向前进,直到电极与工件接触为止。方向用“+”、“-”号表示(“+”、“-”号均不能省略)。如“G80X-;”使电极沿X轴负方向以感知速度...
阿凡达
3年前181

这组代码用来选择坐标系,可与G92,G00,G9l等一起使用、有关内容可参阅ISO代码。
阿凡达
3年前185

G4l为电极半径左补偿;G42为电极半径右补偿。它是在电极运行轨迹的前进方向上,向左或向右偏移一定量,偏移量由“H***”确定,如“G41H***“;G40为取消电极...
阿凡达
3年前150

G30为指定抬刀方向,后接轴向指定,如“G30 Z+”,即抬刀方向为Z轴正向;G3l为指定按加工路径的反方向抬刀;G32为伺服轴回平动中心点后抬刀。
阿凡达
3年前392

G05为X轴镜像;G06为Y轴镜像;G07为Z轴镜像;G08为X、Y轴交换指令,即交换X轴和Y轴;G09为取消图形镜像。说明:①执行一个轴的镜像指令后,圆弧插补的方向将...
阿凡达
3年前233

数控电火花加工时要使用数控加工程序。这里以北京阿奇工业电子有限公司生产的SF510F为例,说明电火花数控加工编程指令。该机床的坐标轴规定如下:左右方向为X...
阿凡达
3年前148

影响电火花加工精度的主要因素有:放电间隙的大小及其一致性,工具电极的损耗及其稳定性。电火花加工时,工具电极与工件之间存在着一定的放电间隙,如果加工...
阿凡达
3年前173

根据前面对电蚀量的讨论,提高加工速度的途径在于:提高脉冲频率f;增加单个脉冲能量WM;设法提高工艺系数K。同时还应考虑这些因素间的相互制约关系和对其它...
阿凡达
3年前160

电火花成型加工的表面质量主要包括表面粗糙度、表面变形层和表面力学性能三部分。有关这部分内容,可参阅相关资料。
阿凡达
3年前151

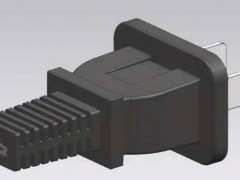
电火花成型加工常用的工具电极材料有钢、铸铁、石墨、黄铜、紫铜、铜钨合金、银钨合金等。电极设计的主要内容是选择电极材料,确定结构形式和尺寸等。目前,...
阿凡达
3年前169

电火花加工过程中,脉冲放电是个快速复杂的动态过程,多种干扰对加工效果的影响很难掌握。影响工艺指标的主要因素可以分为离线参数(加工前设定,加工中基本...
阿凡达
3年前327

由于电火花成形加工有其独特的优点,加上数控水平和工艺技术的不断提高,其应用领域日益扩大,已在机械(特别是模具制造)、宇航、航空、电子、核能、仪器、轻...
阿凡达
3年前149

(1)可调节工具电极角度的夹头 装夹在主轴下的工具电极,在加工前需要调节到与工件基准面垂直,在加工型孔或型腔时,还需在水平面内调节、转动一个角度,使工...
阿凡达
3年前136

电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介...
阿凡达
3年前134

电火花成形加工机床由床身和立柱、工作台、主轴头、工作液和工作液循环过滤系统、脉冲电源、伺服进给机构、主轴头和工作台附件等部分组成。(1)床身和立柱床身...
阿凡达
3年前196

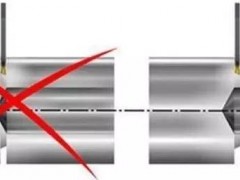
沿加工路线返回G92指定的起点。如图所示,图中实线轮廓为切割路线,虚线表示M70沿原路返回起点。例:上图的M70所的程序如下:G92 X0.0 Y0.0;G41 G91 G01 Y5....
阿凡达
3年前170
2025-02-081082
2025-02-081217
2025-02-081190
2025-02-081118
2025-02-081149
2025-02-081145
2025-02-081102
2025-02-081126
2025-02-081069
2025-02-081112