



§1.2.3.2. 运动方式相关 G 指令
* 圆弧插补 G02、G03 指令
格式: G02 X__Z__I__K__F或G02 X__Z__R__F
G03 X__Z__I__K__F或G03 X__Z__R__F
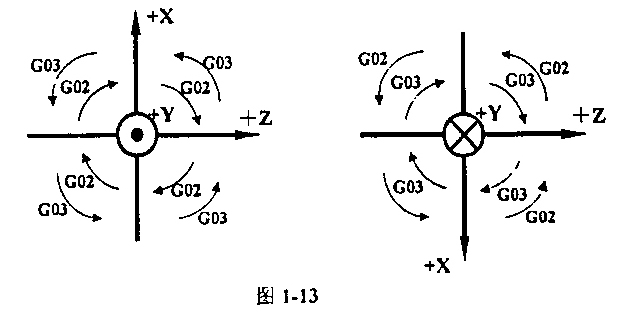
功能: 圆弧插补G02/G03的判断,是在加工平面内,根据其插补时的旋转方向为顺时针/逆时针来区分的,而加工平面的判定,取决于观察者的方向,即Y轴的方向,图1-13为GJK6032型车床的坐标轴方向及圆弧插补方向判断。
X、Z:值绝对指令时为圆弧终点坐标值,增量指令时为圆弧终点相对始点的距离:
R:是圆弧半径,当圆弧所对的圆心角为 O 一,印度时. R 取正值,当圆弧所对的圆心角为180~3600, R取负值;I、K: 为圆心在 X 、I 轴方向上相对始点的坐标增量无论是直径编程还是半径编程, l 均为半径量;当l、K为零时可以省略。见图1-14,注: l、K和R在程序段中等效,在一程序段中同时指令了I、K月时R有效。
实例:
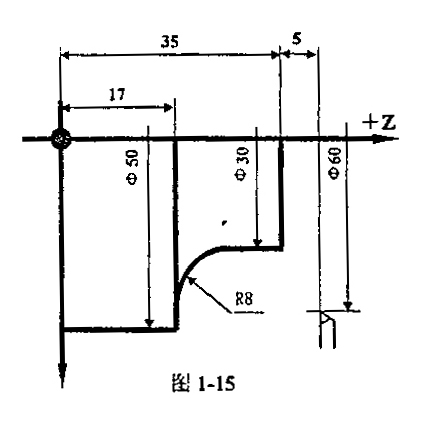
%1015(见图1一15)
N1 G92 X60 240
N2 G90 G01 X30 Z37 F300 M03
N3 Z25
N4 G02 X46 Z1718
N5 G01 X60
N6 G00 Z40
N7 M05
N8 M30
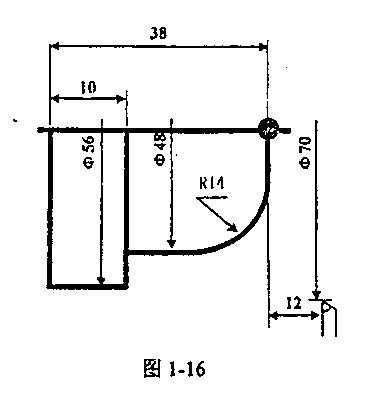
% 1016(见图1一16 )
N1 IG92 X70 Z12
N2 G91 G00X一70Z一10M03
N3 G01 2—2 F300
N4 X20
N5 G03 X28 Z—14K—14
N6 G01 Z—14N7 G90 X70 Z12
N9 M05
N10 M30
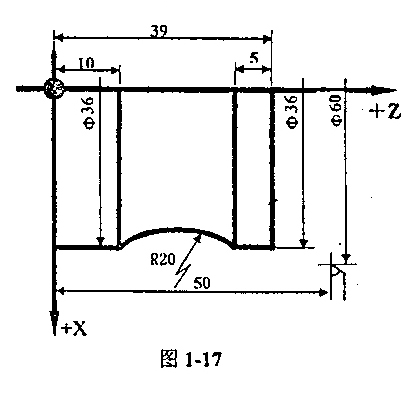
% 1017;(见图1一17)
N1 G54 G90 G00 X60 Z50 M03
N2 G00 X36 Z42
N3 G01 Z34 F300
N4 G02 X36 Z10116K—12
N5 G01 Z5
N6 G00 X70 Z50
N7 M05N8 M30






