


调用格式 LCYC85功能:刀具以编程的主轴转速和进给速度镗孔,到达最后镗深后,可实现孔底停留,进刀及退刀时分别以参数指定速度退刀。如图5.17所示。图5.17镗...
阿凡达
2年前372

固定循环(G73、G74、G76、G81至G89)取消。取消以后执行通常动作,其它钻孔资料也取消。
阿凡达
2年前518

零件轮廓的运动指令编程加工直线和圆弧。一条螺旋线可以通过这两个轮廓指令的组合编程加工出来。在一个加工过程开始之前,你需要将刀具定位在可以避免刀具或...
阿凡达
2年前265

FANUC 0系统模调用指令(G66、G67):功能一旦指定了G66,那么在以后的含有轴移动命令的段执行之后,地址P所指定的宏被调用,直到发出G67命令,该方式被取消...
阿凡达
2年前896

西门子840D系统旋转轴绝对尺寸DC、ACP、ACN编程简介
程序格式A=DC(__) B=DC(__) C=DC(__)或A=ACP(__) B=ACP(__) C=ACP(__)或A=ACN(__) B=ACN(__) C=ACN(__)参数说明A B C将要运动的旋转轴名称DC绝对尺寸,直接逼...
阿凡达
2年前458

1、根据HNC—21M数控系统的程序格式,编制如图一所示零件的外形精加工程序,深度为6mm。2、根据上述加工零件制定加工工艺。(1)工艺分析。①技术要求。用刀...
阿凡达
2年前357
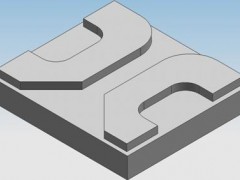
图1加工任务图参考程序:○0001;(主程序)G90 G40 G21 G17 G94;G50.1 X0 Y0G91 G28 Z0;G90 G54 M3 S680;M08M98 P0002G51.1 X0M98 P0002G50.1 X0M09M30○...
aishukong
2023-05-22 16:30882

编程坐标系采用右手坐标系统。在加工期间,由于机床对工件做反向运动,坐标系统通常被改变。坐标系统1. 机床坐标系统这个坐标系统用一个固定的机床的点作为其...
阿凡达
2年前232
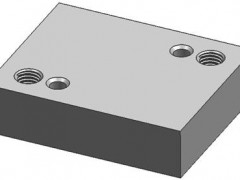
零件图及程序如下:参考程序:图1孔类零件加工任务图○0001;G91 G28 Z0;M06 T1;G90 G17 G49 G21 G94;G54 M3 S1200;G00 X20.0 Y100.0 M08;G43 H01 G00 Z...
阿凡达
2023-05-22 15:47480

1零件分析1)零件图样如图图1,零件包括外圆柱阶梯面,通孔,H字型等加工。材料为08F低碳钢,毛坯尺寸 。(2)精度分析本零件无特殊精度要求。对于尺寸精度要...
阿凡达
2年前133
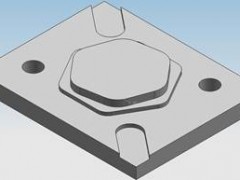
图1 加工任务图参考程序:(1)正六边形加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M03 S400;G00 X0 Y55.0;Z5.0 M08;G01 Z-6. F60;G41 D...
aishukong
2023-05-22 13:04847
下列地址是系统固定的地址。地址含义地址含义D刀具偏置号N子程序F进给功能P程序编号G准备功能R参数变量H辅助功能S主轴转速L子程序调用T刀具顺序号M辅助功能:...
互联网搬用工
2年前269

毛坯200㎜×100㎜×30㎜块料,要求铣出如图1所示的四棱台,工件材料为蜡块。掌握数控编程基本方法并在此基础上有更大的提高,必须进行大量的编程练习和实际操...
阿凡达
2年前196
铣削编程实例(FANUC系统)N01 G90 G17 G00 G42 D01X50 Y70 S400 M03 M08;N02 Z-240N03 G01 X400 F250N04 X300 Y370N05 G03 X300 Y270 J-100N06 G02 X200 Y17...
aishukong
2023-05-21 18:01869

一个NC程序由各个独立的NC程序段组成,一个NC程序段一般由各功能字组成。一个NC程序段包含一个操作步骤的所有需要的数据和一个检测字符“LF”(换行)。注:...
阿凡达
2年前104

数控车圆弧坐标点的计算和编程实例(附华中数控系统和FANUC系统代码对照)
坐标点X(直径)Z圆弧半径圆弧顺逆A00B60C30-24183D32-3182E32-40F45-4045-1000-100FUNAC数控车编程如下:O202N10 G50 X40 Z5(设立坐标系,定义对刀点的位置)N...
阿凡达
2年前347

G90外圆固定循环指令编程,如下图点画线代表毛坯。FUNAC数控车编程如下:O9004G50 X40 Z3(设立坐标系,定义对刀点的位置)M03 S400(主轴以400r/min旋转)G90 ...
阿凡达
2年前471

最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
G01直线插补指令编程如下图所示安装装仿形工件请设置安装装仿形工件,各点坐标参考如下(X向余量4mm)坐标点X(直径)ZA00B300C30-48D64-58E84-73F84-1500-150FUNA...
阿凡达
2023-05-21 13:201187

下表列出了宏当前局部变量#0~#38 所对应的宏调用者传递的 字段参数名。对于每个局部变量,都可用系统宏 AR[]来判别该变量是否被 定义,是被定义为增量或绝对...
阿凡达
2年前298

HNC-21/22T 子程序嵌套调用的深度最多可以有九层,每一层子程序都有自己独立的局部变量(变量个数为 50)。当前局部变量 为#0-#49 ,第一层局部变量为#200-#2...
阿凡达
2年前313
